一种热连轧机支承辊轴承座压力试验方法与流程
本发明涉及压力试验,特别是涉及一种热连轧机支承辊轴承座压力试验方法。
背景技术:
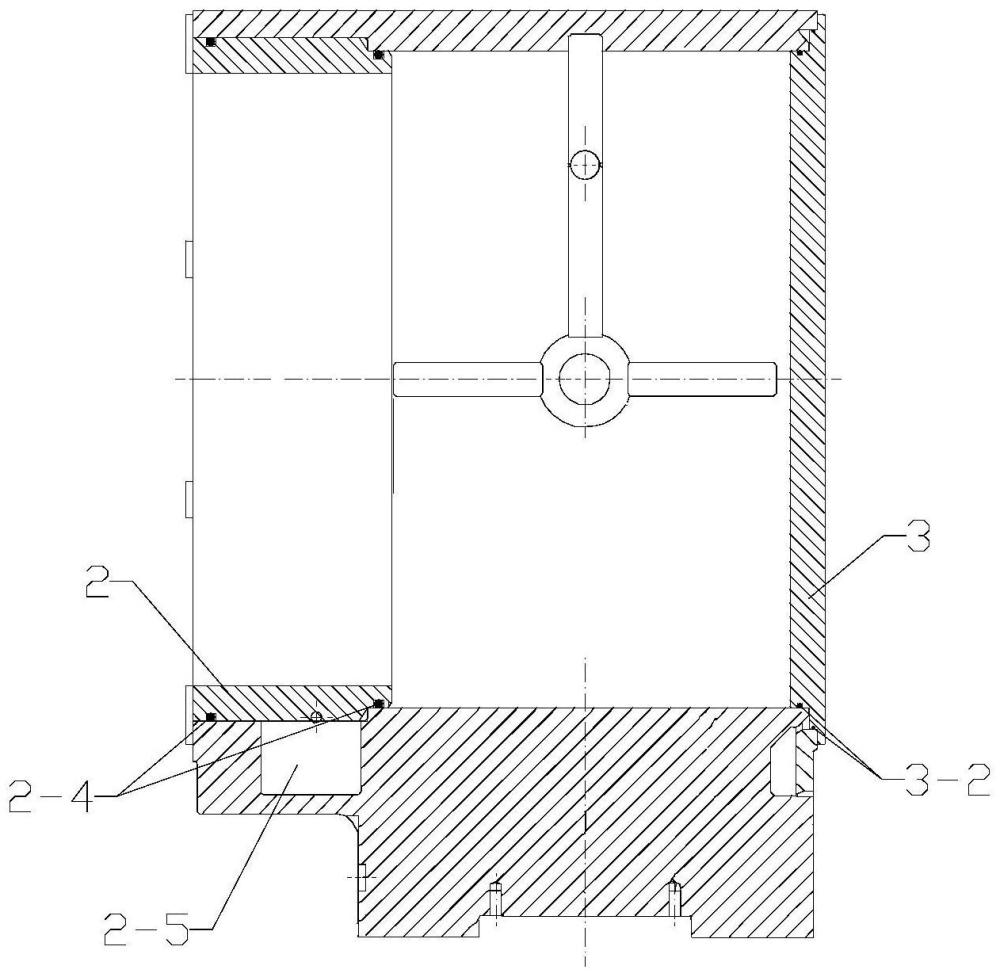
1、支承辊轴承座装配后内孔安装油膜轴承,轴承座1设计有供油或其他冷却介质用的油路,油路是两个轴向长油孔1-2与内孔油槽1-3和端面油槽1-4相通的结构,见图1和图3所示;端面油槽1-4是一个焊接油腔,这个油腔与内孔1-1相通,见图2所示。由于轴承座材料是铸钢,而且油路中有焊接结构,因此需要对轴承座的油路进行压力试验。做压力试验时通常是对油路上各孔或开口用试压盖进行封堵,然后再通入压力介质进行压力试验,查看是否有压力介质外泄及试验压力是否保持稳定不降低。
2、由于支承辊轴承座内孔直径比较大,甚至达到了φ1610mm,如果用试压盖对轴承座两端内孔进行封堵,进行压力试验,作用在试验盖的液压力非常大,试压盖需要设计非常厚,而且试压盖的把合螺栓也承受不了相应的轴向力。
3、因此,亟需提供一种可解决轴承座内孔大压力试验困难的压力试验方法。
技术实现思路
1、本发明为解决现有技术存在的问题,提供了一种热连轧机支承辊轴承座压力试验方法,该压力试验方法采用设计轴承座内孔专用的打压工装,打压工装结构设计为环形,将试验产生的液压力沿圆周均匀作用在环形打压工装外圆周面上,使打压工装所受液压力的合力为零,从而解决了轴承座内孔大压力试验困难的问题。
2、本发明是这样实现的,一种热连轧机支承辊轴承座压力试验方法,包括如下步骤:
3、s1、设计一个环形打压工装,将所述环形打压工装安装在轴承座内孔油槽处的内孔中,所述环形打压工装外壁与轴承座内孔壁在内孔油槽沿轴承座轴向两侧分别密封设置,并在两个密封之间形成一个环向封闭腔,环形打压工装用于对轴承座的内孔油槽进行封堵,使通入压力介质后,环形打压工装外圆周面均匀受到径向力;
4、s2、设计一个试压盖一,将所述试压盖一安装在轴承座端面油槽处的内孔中,试压盖一用于对轴承座的端面油槽进行封堵;
5、s3、设计一个试压盖二和一个试压盖三,将所述试压盖二和试压盖三分别安装在轴承座的两个油孔中,试压盖二和试压盖三分别用于封堵轴承座的两个油孔;所述试压盖二中间设有排气螺纹孔,所述试压盖三中间设有通压力介质螺纹孔;
6、s4、环形打压工装、试压盖一、试压盖二和试压盖三分别安装完毕后,轴承座整个油路完成封堵,然后将试压盖三的通压力介质螺纹孔连接压力表和打压泵站,然后对轴承座整个油路进行排气,排气完成后将一个丝堵四周涂抹密封胶封堵在排气螺纹孔处,然后对轴承座进行压力试验,检查轴承座及各试压盖有无泄漏,并检查压力表压力是否有压降,当无泄漏及压降在2%以内为合格。
7、在上述技术方案中,优选的,所述环形打压工装包括打压环和安装座,所述打压环为圆环状结构,所述打压环在沿轴承座轴向两端的轴向外圆周面上分别设有密封槽一,所述密封槽一内设置有o形密封圈一,使打压环与轴承座在内孔油槽两侧密封,且所述打压环在与内孔油槽对应的外圆周面向内凹陷1-2mm,使打压环外壁与轴承座内孔在两个密封之间形成一个环向封闭腔;所述安装座沿周向安装在打压环一端的端面上,所述环形打压工装通过安装座安装在轴承座内孔油槽处的内孔中。
8、在上述技术方案中,优选的,所述试压盖一在沿轴承座轴向两端的轴向外圆周面上分别设有密封槽二,所述密封槽二内设置有o形密封圈二,使试压盖一与轴承座在端面油槽两侧密封。
9、在上述技术方案中,优选的,所述试压盖二为凸字形结构,所述试压盖二小径端端面上设有密封槽三,所述密封槽三内设置有o形密封圈三,使试压盖二与油孔之间密封。
10、在上述技术方案中,优选的,所述试压盖三为凸字形结构,所述试压盖三小径端端面上设有密封槽四,所述密封槽四内设置有o形密封圈四,使试压盖三与油孔之间密封。
11、本发明具有的优点和积极效果是:
12、本发明的压力试验方法,工装结构简单,操作方便,制作成本低,压力试验结果稳定可靠,提高了检测效率;设计轴承座内孔专用的环形打压工装,将试验产生的液压力沿圆周均匀作用在环形打压工装外圆周面上,使打压工装所受液压力的合力为零,从而解决了轴承座内孔大压力试验困难的问题。
技术特征:
1.一种热连轧机支承辊轴承座压力试验方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的热连轧机支承辊轴承座压力试验方法,其特征在于:所述环形打压工装包括打压环和安装座,所述打压环为圆环状结构,所述打压环在沿轴承座轴向两端的轴向外圆周面上分别设有密封槽一,所述密封槽一内设置有o形密封圈一,使打压环与轴承座在内孔油槽两侧密封,且所述打压环在与内孔油槽对应的外圆周面向内凹陷1-2mm,使打压环外壁与轴承座内孔在两个密封之间形成一个环向封闭腔;所述安装座沿周向安装在打压环一端的端面上,所述环形打压工装通过安装座安装在轴承座内孔油槽处的内孔中。
3.根据权利要求1所述的热连轧机支承辊轴承座压力试验方法,其特征在于:所述试压盖一在沿轴承座轴向两端的轴向外圆周面上分别设有密封槽二,所述密封槽二内设置有o形密封圈二,使试压盖一与轴承座在端面油槽两侧密封。
4.根据权利要求1所述的热连轧机支承辊轴承座压力试验方法,其特征在于:所述试压盖二为凸字形结构,所述试压盖二小径端端面上设有密封槽三,所述密封槽三内设置有o形密封圈三,使试压盖二与油孔之间密封。
5.根据权利要求1所述的热连轧机支承辊轴承座压力试验方法,其特征在于:所述试压盖三为凸字形结构,所述试压盖三小径端端面上设有密封槽四,所述密封槽四内设置有o形密封圈四,使试压盖三与油孔之间密封。
技术总结
本发明公开了一种热连轧机支承辊轴承座压力试验方法,步骤如下:S1、设计环形打压工装,安装在轴承座内孔油槽处的内孔中,用于对内孔油槽进行封堵,使通入压力介质后,环形打压工装外圆周面均匀受到径向力;S2、设计试压盖一,安装在轴承座端面油槽处的内孔中,用于对端面油槽进行封堵;S3、设计试压盖二和试压盖三,安装在两个油孔中;S4、所有工具安装完毕后,对油路进行排气然后封堵,之后进行压力试验。本发明设计环形打压工装,将试验产生的液压力均匀作用在环形打压工装外圆周面上,使其所受液压力合力为零,解决了轴承座内孔大压力试验困难的问题,工装结构简单,操作方便,制作成本低,压力试验结果稳定可靠,提高了检测效率。
技术研发人员:杨兆军,潘恩泽
受保护的技术使用者:一重集团天津重工有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!