物料内径检测机构和物料内径检测方法与流程
本发明涉及物料检测设备,特别地涉及一种物料内径检测机构和物料内径检测方法。
背景技术:
1、现有产品需要检测内径尺寸是否合格,在生产时需要人工分别拿取通规和止规,穿进物料孔里,通规穿过内孔,止规无法穿过内孔,则该产品为合格产品,需要集中放置,如果通规无法穿过产品内径,或者止规穿过产品内径,则该产品为不和产品,也需要集中放置,等待处理,该检测方式对于人力极其浪费,员工工作相当枯燥,容易疲劳出错,且对于产品内径检测合格率影响较大,在大批量生产时效率较低。
2、以上也就是说,现有技术中的人工检测方式容易导致产品大批量生产时检测效率较低,以及对产品内径检测合格率影响较大的问题。
技术实现思路
1、本发明提供一种物料内径检测机构和物料内径检测方法,用于解决人工检测方式导致的产品大批量生产时检测效率较低,以及对产品内径检测合格率影响较大的问题。
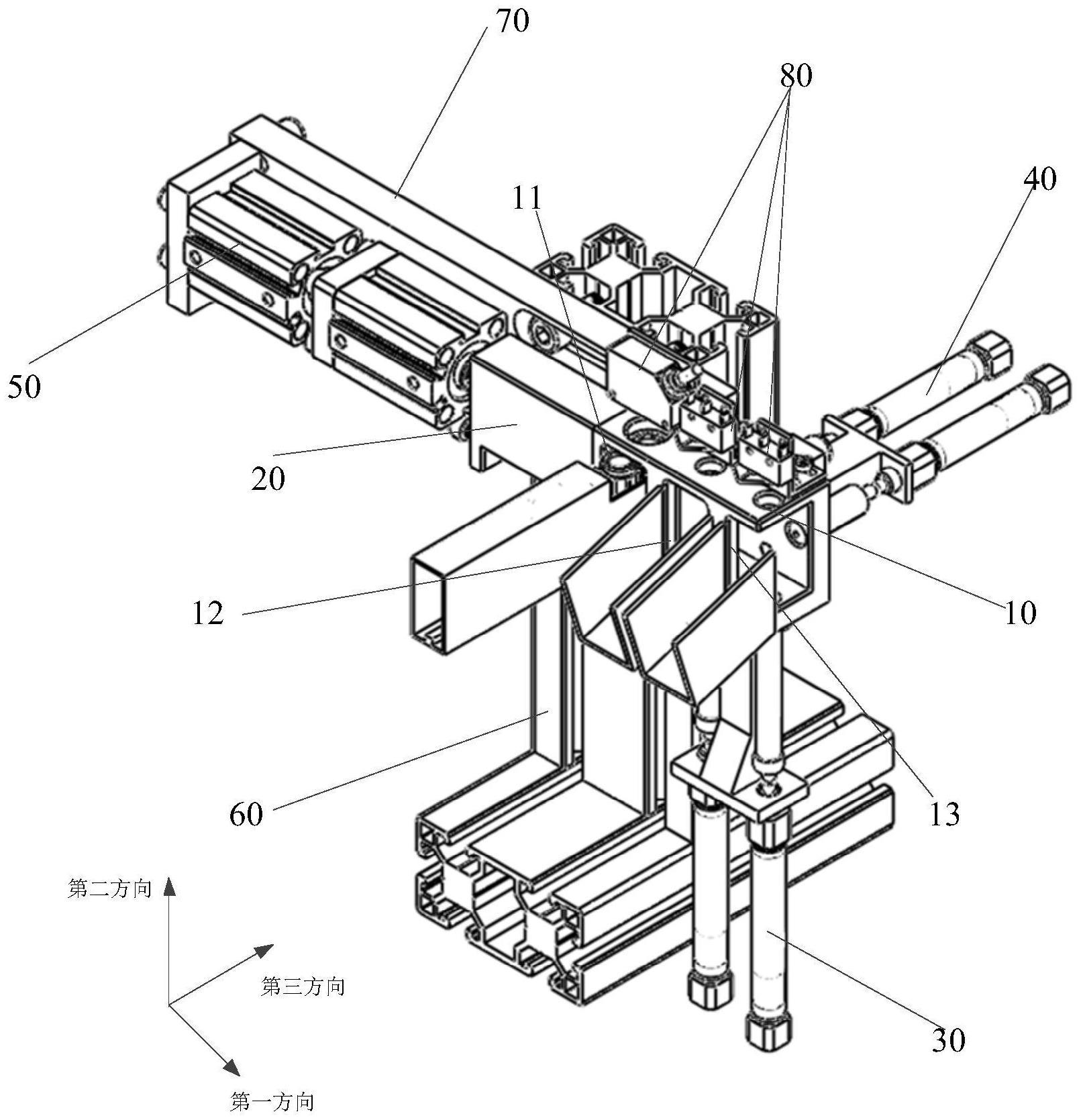
2、本发明提供一种物料内径检测机构,包括:
3、换位机架,其内设置有滑动腔;以及
4、换位舌头,能够沿第一方向在滑动腔内滑动;
5、内径检测组件,其设于换位机架;
6、其中,换位机架上设置有与滑动腔相连通的进料口、第一出料口和第二出料口,待检测物料从进料口进入滑动腔内,换位舌头能够将待检测物料推动至滑动腔内的检测位置,内径检测组件在检测位置对待检测物料的内径进行检测,内径检测合格的物料从第二出料口输出,内径检测不合格的物料从第一出料口输出。
7、在一个实施方式中,换位舌头上设置有容置槽,容置槽用于放置待检测物料。
8、在一个实施方式中,内径检测组件包括:
9、通规检测组件,固定在换位机架上,通规检测组件能够沿第二方向伸入滑动腔内;以及
10、止规检测组件,固定在换位机架上,且与通规检测组件在第一方向上间隔设置,止规检测组件能够沿第二方向伸入滑动腔内;
11、其中,检测位置包括通规检测位置和止规检测位置,当待检测物料滑动至通规检测位置时,通规检测组件能够伸入待检测物料的内孔,对其内孔的内径进行检测,当待检测物料滑动至止规检测位置时,止规检测组件能够伸入待检测物料的内孔,对其内孔的内径进行检测。
12、在一个实施方式中,第一出料口设置在换位机架的一侧,当待检测物料滑动至通规检测位置时,待检测物料位于第一出料口内,其能够沿第三方向滑出换位机架。
13、在一个实施方式中,第二出料口设置在换位机架的一侧,当待检测物料滑动至止规检测位置时,待检测物料位于第二出料口内,其能够沿第三方向滑出换位机架。
14、在一个实施方式中,换位舌头推动待检测物料滑动至通规检测位置进行通规检测,当通规检测不合格,待检测物料从第一出料口滑出换位机架,当通规检测合格,换位舌头继续推动待检测物料滑动至止规检测位置进行止规检测,当止规检测合格,待检测物料从第二出料口滑出换位机架,当止规检测不合格,换位舌头将待检测物料拉回至通规检测位置,待检测物料从第一出料口滑出换位机架。
15、在一个实施方式中,通规检测组件包括:
16、第一支架,固定在换位机架上;以及
17、第一驱动缸,其固定端固定在第一支架上;以及
18、通规,与第一驱动缸的驱动端连接;
19、其中,第一驱动缸能够驱动通规在第二方向上伸缩。
20、在一个实施方式中,止规检测组件包括:
21、第二驱动缸,其固定端固定在第一支架上,且与第一驱动缸在第一方向上间隔设置;以及
22、止规,与第二驱动缸的驱动端连接;
23、其中,第二驱动缸能够驱动止规在第二方向上伸缩。
24、在一个实施方式中,还包括排料组件,排料组件设置在换位机架上,用于将内径检测合格的物料从第一出料口输出,将内径检测不合格的物料从第二出料口输出。
25、在一个实施方式中,排料组件包括:
26、第二支架,设置在换位机架上;以及
27、第一侧推件,固定在第二支架上,第一侧推件与第一出料口对应设置,其用于将内径检测合格的物料沿第三方向从第一出料口推出;以及
28、第二侧推件,固定在第二支架上,且与第一侧推件在第一方向上间隔设置,第二侧推件与第二出料口对应设置,其用于将内径检测不合格的物料沿第三方向从第二出料口推出。
29、在一个实施方式中,第一侧推件包括:
30、第三驱动缸,其固定端固定在第二支架上;以及
31、推料舌头,与第三驱动缸的驱动端连接;
32、其中,第三驱动缸能够驱动推料舌头在第三方向上伸缩。
33、在一个实施方式中,第二侧推件与第一侧推件的结构相同。
34、在一个实施方式中,还包括换位驱动组件,换位驱动组件包括至少一个第四驱动缸,至少一个第四驱动缸的固定端固定,其驱动端与换位舌头连接,至少一个第四驱动缸能够将待检测物料推动至滑动腔内的检测位置进行检测。
35、在一个实施方式中,还包括:
36、底座;以及
37、横梁,固定在底座上;
38、其中,底座用于支撑横梁,至少一个第四驱动缸和换位机架固定在横梁上。
39、在一个实施方式中,还包括:
40、控制装置;以及
41、检测传感器,其与控制装置电连接,检测传感器设置在换位机架上,用于监测内径检测组件,并将监测到的信号发送至控制装置;
42、其中,控制装置能够根据信号判断待检测物料是否检测合格,当判断待检测物料合格时,控制装置能够控制内径检测合格的物料从第一出料口输出,当判断待检测物料不合格时,控制装置能够控制内径检测不合格的物料从第二出料口输出。
43、本发明还提供了一种物料内径检测方法,包括:
44、待检测物料从物料内径检测机构的进料口进入滑动腔内;
45、物料内径检测机构的换位舌头将待检测物料推动至滑动腔内的检测位置;
46、物料内径检测机构的内径检测组件对待检测物料进行检测;内径检测不合格的物料从物料内径检测机构的第一出料口输出;
47、内径检测合格的物料从物料内径检测机构的第二出料口输出。
48、与现有技术相比,本发明的优点在于,设置换位机架和换位舌头,通过换位舌头将待检测物料推动至换位机架内的检测位置,以便内径检测组件进行内径检测。在换位机架上设置第一出料口和第二出料口,当待检测物料检测合格时,可以通过第二出料口输出。当待检测物料检测不合格时,可以通过第一出料口输出。这样通过物料内径检测机构的机械化检测方式代替了现有技术中人工检测待检测物料的人工检测方式,从而避免了人工检测方式所导致的产品大批量生产时效率较低以及对产品内径检测合格率影响较大的问题。进而提高了产品检测的效率和准确度。同时也避免了现场浪费人力,节约了人工耗费的成本。
技术特征:
1.一种物料内径检测机构,其特征在于,包括:
2.根据权利要求1所述的物料内径检测机构,其特征在于,所述换位舌头上设置有容置槽,所述容置槽用于放置所述待检测物料。
3.根据权利要求1所述的物料内径检测机构,其特征在于,所述内径检测组件包括:
4.根据权利要求3所述的物料内径检测机构,其特征在于,所述第一出料口设置在所述换位机架的一侧,当所述待检测物料滑动至所述通规检测位置时,所述待检测物料位于所述第一出料口内,其能够沿第三方向滑出所述换位机架。
5.根据权利要求4所述的物料内径检测机构,其特征在于,所述第二出料口设置在所述换位机架的一侧,当所述待检测物料滑动至所述止规检测位置时,所述待检测物料位于所述第二出料口内,其能够沿第三方向滑出所述换位机架。
6.根据权利要求5所述的物料内径检测机构,其特征在于,所述换位舌头推动所述待检测物料滑动至所述通规检测位置进行通规检测,当通规检测不合格,所述待检测物料从所述第一出料口滑出所述换位机架,当通规检测合格,所述换位舌头继续推动所述待检测物料滑动至所述止规检测位置进行止规检测,当止规检测合格,所述待检测物料从所述第二出料口滑出所述换位机架,当止规检测不合格,所述换位舌头将所述待检测物料拉回至所述通规检测位置,所述待检测物料从所述第一出料口滑出所述换位机架。
7.根据权利要求3所述的物料内径检测机构,其特征在于,所述通规检测组件包括:
8.根据权利要求7所述的物料内径检测机构,其特征在于,所述止规检测组件包括:
9.根据权利要求1至8中任一项所述的物料内径检测机构,其特征在于,还包括排料组件,所述排料组件设置在所述换位机架上,用于将内径检测合格的所述物料从所述第一出料口输出,将内径检测不合格的所述物料从所述第二出料口输出。
10.根据权利要求9所述的物料内径检测机构,其特征在于,所述排料组件包括:
11.根据权利要求10所述的物料内径检测机构,其特征在于,所述第一侧推件包括:
12.根据权利要求11所述的物料内径检测机构,其特征在于,所述第二侧推件与所述第一侧推件的结构相同。
13.根据权利要求10至12中任一项所述的物料内径检测机构,其特征在于,还包括换位驱动组件,所述换位驱动组件包括至少一个第四驱动缸,所述至少一个第四驱动缸的固定端固定,其驱动端与所述换位舌头连接,所述至少一个第四驱动缸能够将所述待检测物料推动至所述滑动腔内的检测位置进行检测。
14.根据权利要求13所述的物料内径检测机构,还包括:
15.根据权利要求14所述的物料内径检测机构,还包括:
16.一种物料内径检测方法,其特征在于,包括:
技术总结
本发明涉及一种物料内径检测机构和物料内径检测方法,涉及物料检测设备技术领域,用于解决人工检测方式导致的产品大批量生产时检测效率较低,对产品内径检测合格率影响较大的问题。物料内径检测机构包括:换位机架,其内设置有滑动腔;换位舌头,能够沿第一方向在滑动腔内滑动;内径检测组件,其设于换位机架;换位机架上设置有与滑动腔相连通的进料口、第一出料口和第二出料口,换位舌头能够将待检测物料推动至滑动腔内的检测位置,内径检测组件在检测位置对待检测物料的内径进行检测,内径检测合格的物料从第二出料口输出,内径检测不合格的物料从第一出料口输出。本发明通过机械化检测方式进行检测,从而提高了产品检测的效率和准确度。
技术研发人员:葛彬,白伟,王汉文,周二为,叶小波
受保护的技术使用者:格力大松(宿迁)生活电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!