柴油机机座机架连接面焊缝干涉的检测方法与流程
本发明涉及油机机座机架连接,特别是一种柴油机机座机架连接面焊缝干涉的检测方法。背景介绍船用柴油机是船舶的心脏,机座机架作为柴油机的重要组成部分,在柴油机制作过程中占有相当重要的地位。机座机架为柴油机外壳部件,缸内有多处连接面与柴油机许多核心管路、或其他仪器、精密零部件相连,这些连接面的零件周围都分布许多焊缝,而这类连接方式大多为螺栓撬装,这就导致,若制作过程时,焊缝过宽过大,连接法兰很容易产生撬装不上的现象。我们目前制作过程中的检测方式,大多只采用目视的方式,目视大多只能确保焊缝表面质量合格,但是是否在主机安装时焊缝过宽造成干涉,目视难以确认,连接面的位置也相对狭小,每天焊缝确认尺寸,费时费力,也难以精准保证。上述方案在实际过程中存在以下不足:1、传统目视检测方式,难以确认焊缝是否干涉,可能造成主机安装时需再次打磨返修。2、若每条焊缝检测,位置狭小,费时费力,精度也难以保证。
背景技术:
技术实现思路
1、本发明的目的在于克服上述现有检测方式中存在的不足,提供一种柴油机机座机架连接面的焊缝干涉的检测方法。本发明利用优化现行目视检测工艺与工装相结合的方式,检验员只需验证工装的预安装情况,不需测量每条焊缝的尺寸,提高了工作效率,同时也保证了机座机架缸内的连接面与各管路连接时周围焊缝不存在干涉现象,大大减少了主机安装时的返修率,创造了更大的经济效益。
2、本发明是通过以下方案实现的:
3、一张适用于柴油机机座机架连接面的焊缝干涉的检测方法,其特点在于,该方法包括如下步骤:
4、1)连接面的目视检测:
5、对柴油机机座缸内轴承座滑油孔和/或机架缸内二次力矩补偿器下端口的连接面进行目视检测,确认确认连接面形式为光面与板通过螺栓连接;
6、2)制作工装:
7、以安装管路部件上的法兰为基准,外形尺寸1:1,孔位尺寸也一致,制作工装零件;
8、3)使用所述的工装零件检测周边的焊缝:
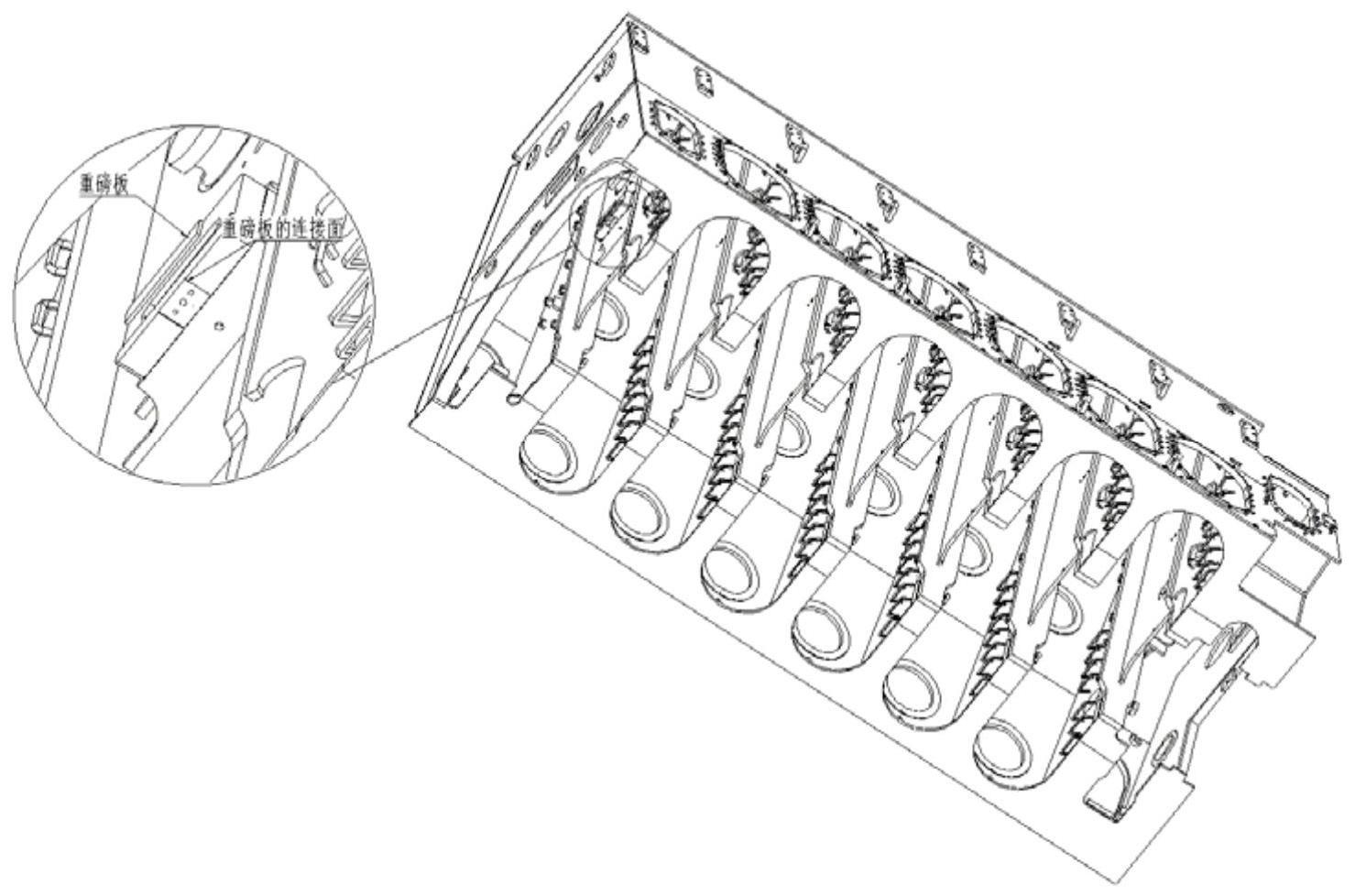
9、将所述的工装零件放置在所述的重磅板的下口,所述的工装零件的开孔位与重磅板下口的孔位对应,使用螺栓撬装,检测重磅板周边的焊缝是否干涉,若工装与重磅板零件之间无间隙,则说明焊缝不存在干涉,反之则需进行打磨精修,打磨精修后再使用所述的工装零件进行复测,保证焊缝不存在干涉,即可确保主机安装时不需再进行返修作业。
10、本发明的技术效果如下:
11、本发明利用优化现行目视检测工艺与工装相结合的方式,检验员只需验证工装的预安装情况,不需测量每条焊缝的尺寸,提高了工作效率,同时也保证了机座机架缸内的连接面与各管路连接时周围焊缝不存在干涉现象,大大减少了主机安装时的返修率,创造了更大的经济效益。
技术特征:
1.一张适用于柴油机机座机架连接面的焊缝干涉的检测方法,其特征在于,该方法包括如下步骤:
技术总结
一张适用于柴油机机座机架连接面的焊缝干涉的检测方法,包括如下步骤:1)机架缸内二次力矩补偿器下端口连接面的目视检测,2)制作工装零件,3)使用所述的工装零件检测周边的焊缝。本发明利用优化现行目视检测工艺与工装相结合的方式,检验员只需验证工装的预安装情况,不需测量每条焊缝的尺寸,提高了工作效率,同时也保证了机座机架缸内的连接面与各管路连接时周围焊缝不存在干涉现象,大大减少了主机安装时的返修率,创造了更大的经济效益。
技术研发人员:祝骏,许朋朋,曹修宇,朱毅
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!