电子玻璃切割刀的比例电磁铁性能检测装置及使用方法与流程
本发明涉及比例电磁铁检测,尤其涉及一种电子玻璃切割刀的比例电磁铁性能检测装置及使用方法。
背景技术:
1、目前电子玻璃的在线生产切割主要使用物理的钻石刀轮切割技术,电子玻璃一般厚度都在1.1mm以下,0.18mm-0.33mm厚度规格玻璃已经在市场广泛应用,其生产过程中的切割要求十分严格,切割压力必须稳定控制;而目前的切割技术都是通过控制比例电磁铁的输入电压而产生线性的电磁力,驱动切割刀头形成固定的切割压力。据长时间使用数据统计,切割刀用的比例电磁铁具有一定的使用寿命或长时间使用后会产生电气性疲劳,导致切割压力输出不稳定,进而影响实际生产过程中的切割效率,降低切裁损失率,提升成品率。
技术实现思路
1、针对现有技术中所存在的不足,本发明提供了一种电子玻璃切割刀的比例电磁铁性能检测装置及使用方法,其解决了现有技术中存在的缺少对比例电磁铁性能稳定性检测的问题。
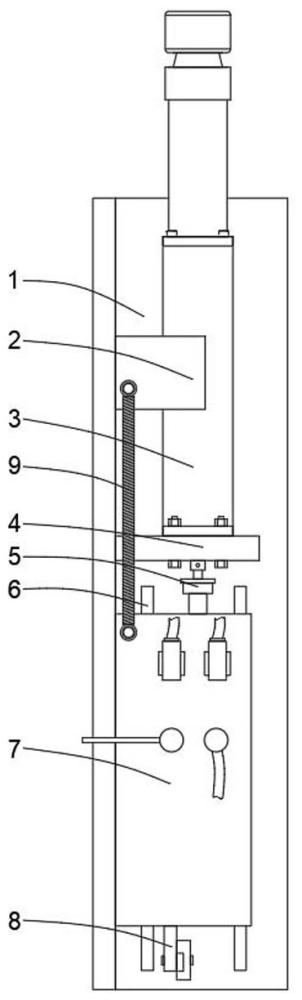
2、根据本发明的实施例,电子玻璃切割刀的比例电磁铁性能检测装置,包括安装支架、设置于安装支架顶部的气缸和设置于安装支架底部的比例电磁铁,气缸的输出端设置于底端,并固定连接有压力传感器,比例电磁铁的输出端设置于顶部,并抵接在压力传感器上,比例电磁铁与plc控制器信号连接。
3、优选的,所述安装支架的内侧壁上竖直布置有直线导轨,直线导轨上竖直滑动设置有移动块,所述比例电磁铁固定于移动块上。
4、优选的,所述比例电磁铁的输出端与所述压力传感器之间通过螺钉进行固定。
5、优选的,所述气缸通过安装块连接于所述安装支架上,所述安装块与所述比例电磁铁之间设置有拉力弹簧。
6、电子玻璃切割刀的比例电磁铁性能检测装置的使用方法,包括如下步骤:
7、s1、将比例电磁铁固定安装在气缸的下方后,在气缸底部的输出端上固定安装压力传感器,控制气缸的输出轴向下移动,使得比例电磁铁的输出端抵接在压力传感器的底部;
8、s2、通过plc控制器向比例电磁铁给定输出信号,比例电磁铁的输出端伸出固定的长度,同时控制气缸的输出端缩回固定的长度,保证压力传感器安装稳定;
9、s3、压力传感器对采集到的压力信号转换为高精度-ma电气信号,并将电气信号输入至plc控制器的逻辑处理模块中,plc控制器对压力进行实时采样记录,并形成线性数据;
10、s4、观察数据线性度是否满足要求、且长时间衰减程度是否在设定范围内。
11、优选的,在步骤s1中,通过螺钉固定连接所述压力传感器和比例电磁铁的输出端,在通过所述plc控制器控制所述比例电磁铁时,同步控制所述气缸。
12、优选的,在步骤s2中,所述plc控制器对所述比例电磁铁输送恒压控制信号。
13、相比于现有技术,本发明具有如下有益效果:
14、1、通过固定在安装支架上的比例电磁铁对精细电子玻璃切割刀输入固定或变化信号,测量其内部比例电池贴反馈输出的线性稳定性,准备判断长时间使用后的比例电磁铁的性能是否符合生产要求,指导设备维护,提升生产效率。
15、2、直线导轨上安装比例电磁铁,以方便比例电磁铁与气缸之间的相对安装。
16、3、固定连接比例电磁铁的输出端和压力传感器,能够保证比例电磁铁对压力传感器检测面的正对,避免打滑或偏移的情况。
技术特征:
1.电子玻璃切割刀的比例电磁铁性能检测装置,其特征在于:包括安装支架(1)、设置于安装支架(1)顶部的气缸(3)和设置于安装支架(1)底部的比例电磁铁(7),气缸(3)的输出端设置于底端,并固定连接有压力传感器(5),比例电磁铁(7)的输出端设置于顶部,并抵接在压力传感器(5)上,比例电磁铁(7)与plc控制器信号连接。
2.如权利要求1所述电子玻璃切割刀的比例电磁铁性能检测装置,其特征在于:所述安装支架(1)的内侧壁上竖直布置有直线导轨(6),直线导轨(6)上竖直滑动设置有移动块,所述比例电磁铁(7)固定于移动块上。
3.如权利要求1或2所述电子玻璃切割刀的比例电磁铁性能检测装置,其特征在于:所述比例电磁铁(7)的输出端与所述压力传感器(5)之间通过螺钉进行固定。
4.如权利要求1所述电子玻璃切割刀的比例电磁铁性能检测装置,其特征在于:所述气缸(3)通过安装块(2)连接于所述安装支架(1)上,所述安装块(2)与所述比例电磁铁(7)之间设置有拉力弹簧(9)。
5.如权利要求1所述电子玻璃切割刀的比例电磁铁性能检测装置的使用方法,其特征在于,包括如下步骤:
6.如权利要求5所述电子玻璃切割刀的比例电磁铁性能检测装置的使用方法,其特征在于:在步骤s1中,通过螺钉固定连接所述压力传感器(5)和比例电磁铁(7)的输出端,在通过所述plc控制器控制所述比例电磁铁(7)时,同步控制所述气缸(3)。
7.如权利要求5所述电子玻璃切割刀的比例电磁铁性能检测装置的使用方法,其特征在于:在步骤s2中,所述plc控制器对所述比例电磁铁(7)输送恒压控制信号。
技术总结
本发明提供了一种电子玻璃切割刀的比例电磁铁性能检测装置,包括安装支架、设置于安装支架顶部的气缸和设置于安装支架底部的比例电磁铁,气缸的输出端设置于底端,并固定连接有压力传感器,比例电磁铁的输出端设置于顶部,并抵接在压力传感器上,比例电磁铁与PLC控制器信号连接。本发明产生了准确获知比例电磁铁性能、指导设备维护以及提高生产效率的效果。
技术研发人员:于宾,冯晶晶,余春轶,周文海
受保护的技术使用者:宜昌南玻光电玻璃有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!