一种顶盖焊接检测装置及其检测方法与流程
本发明涉及焊接检测,具体讲的是一种顶盖焊接检测装置及其检测方法。
背景技术:
1、电池的顶盖和下壳一般是通过激光焊接进行连接,在焊接后,会存在虚焊等不良焊接现象,这种不良焊接现象会降低电池的性能(例如,电池的容量、电压和充电/放电效率),电池的稳定性会降低,且容易导致外壳脱落、并造成短路等危险事故,存在安全隐患。所以电池在顶盖焊接后,需要对焊缝进行检测,避免焊接不合格导致的各种问题。
2、目前焊接检测通常是采用人工检测,通过显微镜来观察焊缝,人工检测的方式不仅工作强度大,效率低下,容易产生漏检等情况,而且也对检测人员的经验要求较高,同时,人工检测时,检测人员长时间检测很容易产生疲劳,导致检测结果的可靠性下降。因此,本申请提出一种用于自动检测电池顶盖焊接处的装置及方法。
技术实现思路
1、本发明要解决的技术问题是针对以上不足,提供一种顶盖焊接检测装置及其检测方法,本发明能代替人工自动检测电池顶盖的焊缝,检测效率高。
2、为解决以上技术问题,本发明采用以下技术方案:
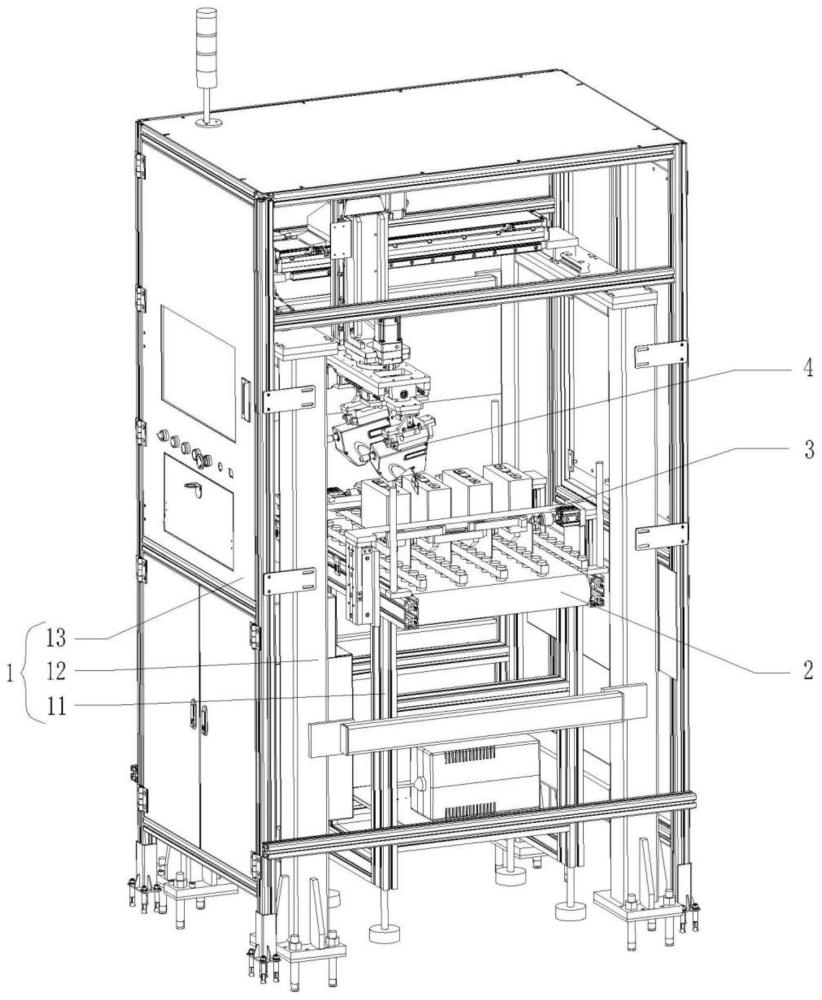
3、一种顶盖焊接检测装置,包括架体、输送线、阻挡定位机构和扫描机构,所述输送线、阻挡定位机构和扫描机构均设置于架体上;
4、所述输送线上设有多条平行的输送通道,所述输送通道沿x轴设置,所述输送线带动电池沿输送通道移动;
5、所述阻挡定位机构用于阻挡输送线上的电池,并推动电池沿y轴移动,以移动至检测位置;
6、所述扫描机构用于带动扫描相机在x-y-z三轴坐标系内移动和在x-y平面内旋转,以扫描检测位置上的电池上表面的四条棱边。
7、进一步的,所述输送线的上方设置有多条沿x轴方向设置的导条,所述导条将输送通道的上表面分隔出多条输送通道。
8、进一步的,所述阻挡定位机构包括沿输送线传输方向顺次设置的第一定位组件和第二定位组件;
9、所述第二定位组件用于阻挡电池沿输送通道移动,所述第一定位组件和第二定位组件分别用于推动第一导正板和第二导正板沿y轴相对移动,以将电池推至检测位置。
10、进一步的,所述第一定位组件包括第一z轴升降组件、第一横板、第一y轴移动组件和第一导正板,所述第一z轴升降组件设置于架体上,所述第一横板设置于第一z轴升降组件的顶部,且位于输送线的上方,所述第一y轴移动组件设置于第一横板上,所述第一y轴移动组件上沿y轴方向设置有多个第一导正板,所述第一y轴移动组件用于带动所有第一导正板沿y轴移动。
11、进一步的,所述第二定位组件包括第二z轴升降组件、第二横板、第二y轴移动组件、第二导正板和阻挡板,所述第二z轴升降组件设置于架体上,所述第二横板设置于第一z轴升降组件的顶部,且位于输送线的上方,所述第二y轴移动组件设置于横板上,所述第二y轴移动组件上沿y轴方向设置有多个第二导正板,所述第二y轴移动组件用于带动所有第二导正板沿y轴移动,所述阻挡板设置于第二导正板上。
12、进一步的,所述扫描机构包括x轴移动组件、第三y轴移动组件、第三z轴升降组件、旋转组件、间距调节组件和扫描相机,所述x轴移动组件设置于架体上,所述第三y轴移动组件设置于x轴移动组件上,所述第三z轴升降组件设置于第三y轴移动组件上,旋转组件设置于第三z轴升降组件的底部,所述间距调节组件设置于旋转组件的底部,所述间距调节组件的底部两侧均至少设置有一个扫描相机。
13、进一步的,所述间距调节组件包括安装板、第一导轨、第一移动板、第二移动板、正反丝杠和驱动单元,所述安装板设置于旋转组件的底部,所述第一导轨设置于安装板底部,所述第一移动板和第二移动板通过滑块分别设置于第一导轨的两侧,所述正反丝杠活动连接于安装板上且与第一导轨平行,所述第一移动板和第二移动板上均设置有与正反丝杠配合的螺母,所述驱动单元的输出端与正反丝杠连接,所述驱动单元用于驱动正反丝杠旋转,以带动第一移动板和第二移动板相对移动。
14、进一步的,所述扫描相机通过双角度调节架设置于间距调节组件上,所述双角度调节架能调节扫描相机在两个相互垂直的竖直平面内的倾角。
15、进一步的,所述双角度调节架包括第一铰接座、第一旋转架、第二铰接座和第二旋转架,所述第一铰接座设置于第一移动板或第二移动板上,所述第一旋转架铰接于第一铰接座上,且能在竖直平面内旋转,所述第一旋转架上设置有第一调节块,所述第一铰接座上位于第一调节块的两侧均设置有第一螺丝固定座,所述第一螺丝固定座上设置有第一调节螺丝,且第一调节螺丝的一端抵在第一调节块上;
16、所述第二铰接座设置于第一旋转架的底部,所述第二旋转架铰接于第二铰接座上,且能在与第一旋转架旋转平面垂直的平面内旋转,所述第二旋转架上设置有第二调节块,所述第二铰接座上设置有两个位于第二调节块两侧的第二螺丝固定座,所述第二螺丝固定座上设置有第二调节螺丝,且第二调节螺丝的一端抵在第二调节块上。
17、一种顶盖焊接检测方法,包括以下步骤:
18、将电池放置于输送线上,并使电池的长棱边与x轴平行,电池的短棱边与y轴平行;
19、输送线带动多排电池沿输送通道向阻挡定位机构移动;
20、阻挡定位机构阻挡每条输送通道上的电池,并推动所有电池沿y轴移动,使所有电池移动至对应的检测位置,且使所有电池在y轴方向上对齐;
21、扫描机构带动扫描相机移动至第一个检测位置上的电池旁,并使两个扫描相机的扫描路径分别与电池上表面的两条长棱边对齐,随后带动扫描相机沿x轴移动,以扫描电池的两条长棱边,重复上述步骤以顺次扫描所有电池的长棱边;
22、扫描机构带动扫描相机移动至第一个检测位置上的电池旁,并使两个扫描相机的扫描路径分别与所有电池上表面的两条短棱边对齐,随后带动扫描相机沿y轴移动,以扫描所有电池的两条短棱边。
23、本发明采用以上技术方案后,与现有技术相比,具有以下优点:
24、本发明能在电池完成顶盖焊接后,对顶盖的焊接处进行检测,通过定位阻挡机构来截停输送线上的电池,并使所有输送通道上的电池对齐,以便于通过扫描机构对电池的焊缝(即电池上表面的两条长棱边和两条短棱边)进行逐一扫描,完成顶盖的焊接检测,一次性能对多个电池进行检测,检测效率高。
25、下面结合附图和实施例对本发明进行详细说明。
技术特征:
1.一种顶盖焊接检测装置,其特征在于,包括架体(1)、输送线(2)、阻挡定位机构(3)和扫描机构(4),所述输送线(2)、阻挡定位机构(3)和扫描机构(4)均设置于架体(1)上;
2.根据权利要求1所述的顶盖焊接检测装置,其特征在于,所述输送线(2)的上方设置有多条沿x轴方向设置的导条(21),所述导条(21)将输送通道(2a)的上表面分隔出多条输送通道(2a)。
3.根据权利要求1所述的顶盖焊接检测装置,其特征在于,所述阻挡定位机构(3)包括沿输送线(2)传输方向顺次设置的第一定位组件(31)和第二定位组件(32);
4.根据权利要求3所述的顶盖焊接检测装置,其特征在于,所述第一定位组件(31)包括第一z轴升降组件(311)、第一横板(312)、第一y轴移动组件(313)和第一导正板(314),所述第一z轴升降组件(311)设置于架体(1)上,所述第一横板(312)设置于第一z轴升降组件(311)的顶部,且位于输送线(2)的上方,所述第一y轴移动组件(313)设置于第一横板(312)上,所述第一y轴移动组件(313)上沿y轴方向设置有多个第一导正板(314),所述第一y轴移动组件(313)用于带动所有第一导正板(314)沿y轴移动。
5.根据权利要求3所述的顶盖焊接检测装置,其特征在于,所述第二定位组件(32)包括第二z轴升降组件(321)、第二横板(322)、第二y轴移动组件(323)、第二导正板(324)和阻挡板(325),所述第二z轴升降组件(321)设置于架体(1)上,所述第二横板(322)设置于第一z轴升降组件(311)的顶部,且位于输送线(2)的上方,所述第二y轴移动组件(323)设置于横板上,所述第二y轴移动组件(323)上沿y轴方向设置有多个第二导正板(324),所述第二y轴移动组件(323)用于带动所有第二导正板(324)沿y轴移动,所述阻挡板(325)设置于第二导正板(324)上。
6.根据权利要求1所述的顶盖焊接检测装置,其特征在于,所述扫描机构(4)包括x轴移动组件(41)、第三y轴移动组件(42)、第三z轴升降组件(43)、旋转组件(44)、间距调节组件(45)和扫描相机(46),所述x轴移动组件(41)设置于架体(1)上,所述第三y轴移动组件(42)设置于x轴移动组件(41)上,所述第三z轴升降组件(43)设置于第三y轴移动组件(42)上,所述旋转组件(44)设置于第三z轴升降组件(43)的底部,所述间距调节组件(45)设置于旋转组件(44)的底部,所述间距调节组件(45)的底部两侧均至少设置有一个扫描相机(46)。
7.根据权利要求6所述的顶盖焊接检测装置,其特征在于,所述间距调节组件(45)包括安装板(451)、第一导轨(452)、第一移动板(453)、第二移动板(454)、正反丝杠(455)和驱动单元(456),所述安装板(451)设置于旋转组件(44)的底部,所述第一导轨(452)设置于安装板(451)底部,所述第一移动板(453)和第二移动板(454)通过滑块分别设置于第一导轨(452)的两侧,所述正反丝杠(455)活动连接于安装板(451)上且与第一导轨(452)平行,所述第一移动板(453)和第二移动板(454)上均设置有与正反丝杠(455)配合的螺母,所述驱动单元(456)的输出端与正反丝杠(455)连接,所述驱动单元(456)用于驱动正反丝杠(455)旋转,以带动第一移动板(453)和第二移动板(454)相对移动。
8.根据权利要求7所述的顶盖焊接检测装置,其特征在于,所述扫描相机(46)通过双角度调节架(5)设置于间距调节组件(45)上,所述双角度调节架(5)能调节扫描相机(46)在两个相互垂直的竖直平面内的倾角。
9.根据权利要求8所述的顶盖焊接检测装置,其特征在于,所述双角度调节架(5)包括第一铰接座(51)、第一旋转架(52)、第二铰接座(53)和第二旋转架(54),所述第一铰接座(51)设置于第一移动板(453)或第二移动板(453)上,所述第一旋转架(52)铰接于第一铰接座(51)上,且能在竖直平面内旋转,所述第一旋转架(52)上设置有第一调节块(521),所述第一铰接座(51)上位于第一调节块(521)的两侧均设置有第一螺丝固定座(511),所述第一螺丝固定座(511)上设置有第一调节螺丝(512),且第一调节螺丝(512)的一端抵在第一调节块(521)上;
10.根据权利要求1-9任一条所述的顶盖焊接检测方法,其特征在于,包括以下步骤:
技术总结
本发明涉及一种顶盖焊接检测装置及其检测方法,该装置包括架体、输送线、阻挡定位机构和扫描机构,所述输送线、阻挡定位机构和扫描机构均设置于架体上;所述输送线上设有多条平行的输送通道,所述输送通道沿x轴设置,所述输送线带动电池沿输送通道移动;所述阻挡定位机构用于阻挡输送线上的电池,并推动电池沿y轴移动,以移动至检测位置;所述扫描机构用于带动扫描相机在x‑y‑z三轴坐标系内移动和在x‑y平面内旋转,以扫描检测位置上的电池上表面的四条棱边。本发明能代替人工自动检测电池顶盖的焊缝,检测效率高。
技术研发人员:张俊峰,王士对,徐俊鹏
受保护的技术使用者:常州超音速智能装备有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!