发电机定子温度传感器及其加工方法与流程
本发明涉及温度传感器,尤其涉及一种发电机定子温度传感器及其加工方法。
背景技术:
1、目前大型发电机组工作过程中,为了准确掌握定子绕组及铁芯的工作状态及发热情况,确保机组的可靠运行,通常采用的监测手段为埋置式温度计方法,如30万千瓦以上大型发电机组在绕组和铁芯关键位置埋置温度传感器。定子铁心用温度传感器是在主机厂铁心叠片时预埋进去的,因此一旦失效无法更换。定子绕组用温度传感器是埋装在定子线棒层间及定子线棒铁心槽底,更换时需将整个线棒拆卸下来,施工难度大、工况复杂、周期长。因此大型发电机对定子温度感器可靠性和寿命提出了更高的要求,目前倡导跟绕制同寿命,至少15年以上。
2、传统大型发电机定子温度传感器相对于本发明采用云母做铂丝绕制骨架,其抗振性能差;匝间绕线法采用单绕法,抗干扰能力差;铂丝引脚焊接的银线纯度低于99%,不便于焊接和信号传输;铂丝元件采用环氧树脂胶封装抗振性能差,应力大,很难做到a级精度;绝缘壳体采用f级环氧树脂层压板加工,耐温等级低;传感器后端引线为氟塑料电缆,拉伸强度低,容易在后期布线拉扯中损坏。本发明加工方法简单,效率高,极大的提升了大型发电机温度传感器的可靠性,极大改善了大型发电机的运行维护成本。
3、因此,现有技术还有待于改进和发展。
技术实现思路
1、本发明提供了一种发电机定子温度传感器及其加工方法,旨在解决现有技术发电机定子温度传感器的加工方法所存在的上述背景技术部分中所提到的技术问题。
2、本发明的内容如下:
3、本发明第一方面提供了一种发电机定子温度传感器的加工方法,包括以下步骤:
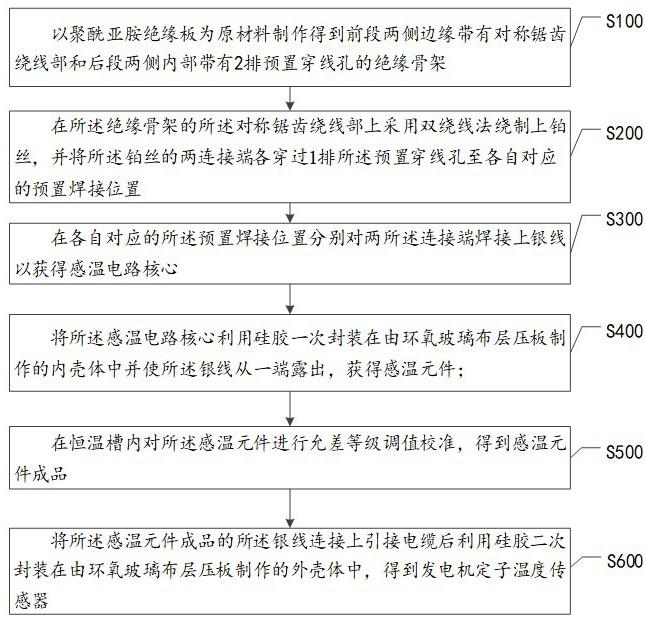
4、以聚酰亚胺绝缘板为原材料制作得到前段两侧边缘带有对称锯齿绕线部和后段两侧内部带有2排预置穿线孔的绝缘骨架;
5、在所述绝缘骨架的所述对称锯齿绕线部上采用双绕线法绕制上铂丝,并将所述铂丝的两连接端各穿过1排所述预置穿线孔至各自对应的预置焊接位置;
6、在各自对应的所述预置焊接位置分别对两所述连接端焊接上银线以获得感温电路核心;
7、将所述感温电路核心利用硅胶一次封装在由环氧玻璃布层压板制作的内壳体中并使所述银线从一端露出,获得感温元件;
8、在恒温槽内对所述感温元件进行允差等级调值校准,得到感温元件成品;
9、将所述感温元件成品的所述银线连接上引接电缆后利用硅胶二次封装在由环氧玻璃布层压板制作的外壳体中,得到发电机定子温度传感器。
10、在本发明第一方面一种可选的实施方式中,所述引接电缆伸进所述外壳体中的前段采用氟胶热缩管进行防断线保护。
11、在本发明第一方面一种可选的实施方式中,所述氟胶热缩管的耐温温度为190-200℃,所述氟胶热缩管的阻燃等级为vw-1级,所述氟胶热缩管的热老化断裂伸长率≥200%,所述氟胶热缩管的介电强度≥7.9kv/mm。
12、在本发明第一方面一种可选的实施方式中,所述铂丝的直径为0.04mm,所述铂丝的α系数为0.003851~0.003856,所述绝缘骨架的厚度为0.3-0.4mm,所述银线的直径为0.4mm,所述银线的纯度为99.99%。
13、在本发明第一方面一种可选的实施方式中,所述铂丝在所述对称锯齿绕线部上的匝间间距为0.5mm。
14、在本发明第一方面一种可选的实施方式中,所述硅胶为导热绝缘硅胶,所述导热绝缘硅胶的耐热温度为190-200℃,所述导热绝缘硅胶的体积电阻率≥1×1015ω·cm,所述导热绝缘硅胶的导热率≥1.3(w/m·k)。
15、在本发明第一方面一种可选的实施方式中,所述环氧玻璃布层压板的绝缘等级为h级。
16、在本发明第一方面一种可选的实施方式中,所述引接电缆的绝缘材料为挤出级聚酰亚胺,所述挤出级聚酰亚胺的耐温温度≥230℃,所述挤出级聚酰亚胺的比强度≥176mpa,所述挤出级聚酰亚胺的拉伸强度≥80mpa。
17、在本发明第一方面一种可选的实施方式中,所述恒温槽的温度为0℃,所述感温元件成品的精度等级为a级。
18、本发明第二方面提供了一种发电机定子温度传感器,所述发电机定子温度传感器由上述任一项所述的发电机定子温度传感器的加工方法制作而成。
19、有益效果:本发明提供了一种发电机定子温度传感器及其加工方法,方法包括以聚酰亚胺绝缘板制作得到前段两侧边缘带有对称锯齿绕线部和后段两侧内部带有2排预置穿线孔的绝缘骨架;在对称锯齿绕线部上采用双绕线法绕制上铂丝并将铂丝的两连接端各穿过1排预置穿线孔至各自对应的预置焊接位置;在各自对应的预置焊接位置分别对两连接端焊接上银线获得感温电路核心并利用硅胶一次封装在环氧玻璃布层压板的内壳体中获得感温元件;在恒温槽内对感温元件进行允差等级调值校准得到感温元件成品;将感温元件成品的银线连接上引接电缆后利用硅胶二次封装在环氧玻璃布层压板的外壳体中得到发电机定子温度传感器。本发明的加工方法简单,效率高,提升了器件的可靠性。
技术特征:
1.一种发电机定子温度传感器的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述引接电缆伸进所述外壳体中的前段采用氟胶热缩管进行防断线保护。
3.根据权利要求2所述的发电机定子温度传感器的加工方法,其特征在于,所述氟胶热缩管的耐温温度为190-200℃,所述氟胶热缩管的阻燃等级为vw-1级,所述氟胶热缩管的热老化断裂伸长率≥200%,所述氟胶热缩管的介电强度≥7.9kv/mm。
4.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述铂丝的直径为0.04mm,所述铂丝的α系数为0.003851~0.003856,所述绝缘骨架的厚度为0.3-0.4mm,所述银线的直径为0.4mm,所述银线的纯度为99.99%。
5.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述铂丝在所述对称锯齿绕线部上的匝间间距为0.5mm。
6.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述硅胶为导热绝缘硅胶,所述导热绝缘硅胶的耐热温度为190-200℃,所述导热绝缘硅胶的体积电阻率≥1×1015ω·cm,所述导热绝缘硅胶的导热率≥1.3(w/m·k)。
7.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述环氧玻璃布层压板的绝缘等级为h级。
8.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述引接电缆的绝缘材料为挤出级聚酰亚胺,所述挤出级聚酰亚胺的耐温温度≥230℃,所述挤出级聚酰亚胺的比强度≥176mpa,所述挤出级聚酰亚胺的拉伸强度≥80mpa。
9.根据权利要求1所述的发电机定子温度传感器的加工方法,其特征在于,所述恒温槽的温度为0℃,所述感温元件成品的精度等级为a级。
10.一种发电机定子温度传感器,其特征在于,所述发电机定子温度传感器由上述权利要求1-9任一项所述的发电机定子温度传感器的加工方法制作而成。
技术总结
本发明提供了一种发电机定子温度传感器及其加工方法,方法包括以聚酰亚胺绝缘板制作得到前段两侧边缘带有对称锯齿绕线部和后段两侧内部带有2排预置穿线孔的绝缘骨架;在对称锯齿绕线部上采用双绕线法绕制上铂丝并将铂丝的两连接端各穿过1排预置穿线孔至各自对应的预置焊接位置;在各自对应的预置焊接位置分别对两连接端焊接上银线获得感温电路核心并利用硅胶一次封装在环氧玻璃布层压板的内壳体中获得感温元件;在恒温槽内对感温元件进行允差等级调值校准得到感温元件成品;将感温元件成品的银线连接上引接电缆后利用硅胶二次封装在环氧玻璃布层压板的外壳体中得到发电机定子温度传感器。本发明的加工方法简单,效率高,提升了器件的可靠性。
技术研发人员:王波,潘常青,安东辉,梁刚
受保护的技术使用者:深圳市泰士特科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!