一种校核乘用车尾翼装饰板粘接强度的方法与流程
本发明属于汽车设计,具体的说是一种校核乘用车尾翼装饰板粘接强度的方法。
背景技术:
1、随着整车造型的多样化、个性化发展,尾翼部位已经不再是简单的一个零件,经常出现各种体现造型风格的装饰板。此类装饰板的安装,如采用传统的卡接结构或者焊接结构会带来零件外观上的缺陷。此区域属于明显可见区,如果出现缺陷会极大的降低品牌信誉,影响消费者对品牌的认知度。为解决外观问题,此类装饰板需要采用双组份结构胶进行粘接,粘接的强度直接影响车辆的行驶安全性,如果上市后出现问题,会产生严重的后果。
技术实现思路
1、针对以上问题,本发明提供了一种校核乘用车尾翼装饰板粘接强度的方法,通过在尾翼上做中心线,将尾翼装饰板向中心线垂直投影做出交点中心线,在距离特定位置上施加特定拉力,再做平行中心线的多个直线,采用相同方法确认施加拉力点,在多个点上同时施加方向和大小一致的拉力,用来测试尾翼和尾翼装饰板安装是否牢固,本发明通过在样件生产准备阶段对尾翼装饰板的粘接强度进行校核,从而预判装饰板的粘接强度是否满足车辆使用需求,以避免车辆在消费者使用过程中出现装饰板开胶或脱落等问题出现。
2、本发明技术方案如下,一种校核乘用车尾翼装饰板粘接强度的方法,包括以下步骤:
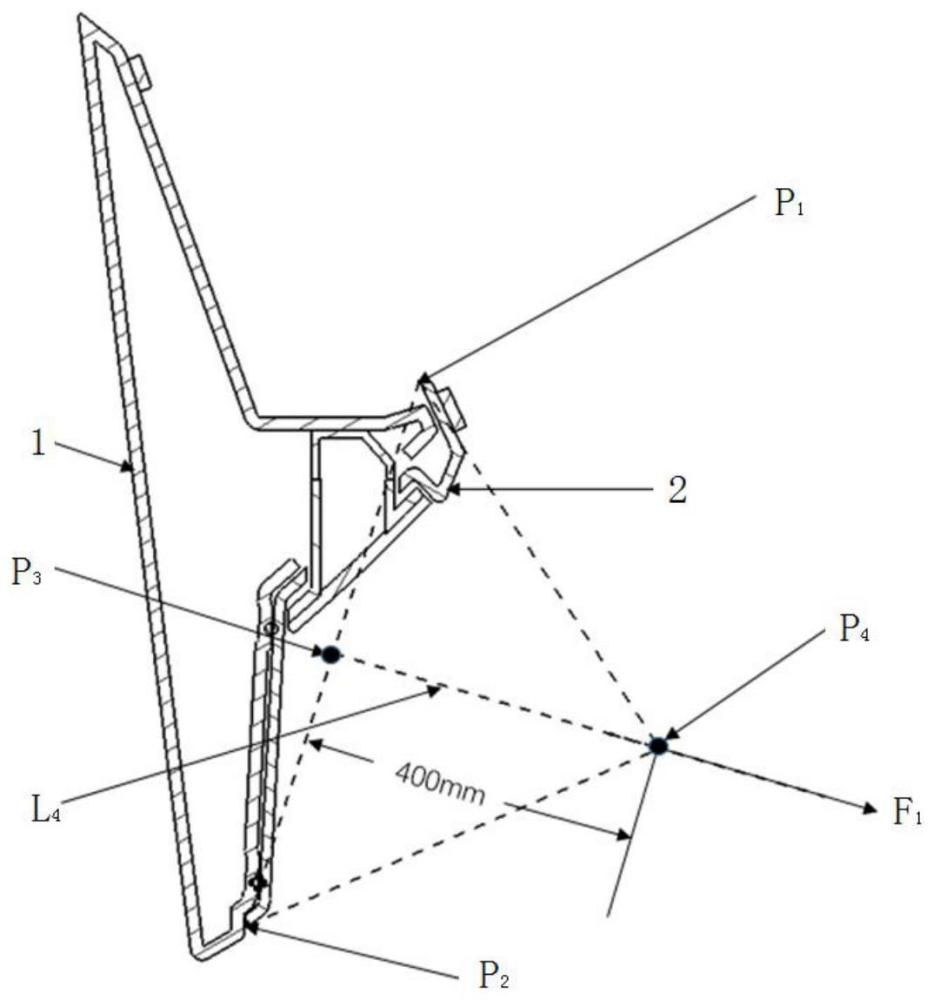
3、s1在尾翼总成上沿车辆纵方向画出第一中心线l1;将尾翼装饰板垂直投影至第一中心线l1得到与l1相交的第一轮廓线l2和第二轮廓线l3;得到第一点p1和第二点p2;
4、s2在尾翼总成上沿第一中心线l1位置做出第一剖面a-a;
5、s3在第一剖面a-a中确定第一点p1和第二点p2;做出第一线段p1p2的第一中心点p3及第二中心线l4;在第二中心线l4上做出距第一中心点p3第一距离的第三点p4;
6、s4在尾翼总成第一中心线l1两侧分别做出平行且相距第一中心线l1第二距离的第一直线l5和第二直线l6;
7、s5在第一直线l5位置做出第二剖面b-b;在第二直线l6位置做出第三剖面c-c;
8、s6在第二剖面b-b中确定尾翼装饰板上部边缘第四点p5、尾翼装饰板下部边缘第五点p6;做出第二线段p5p6的第二中心点p7及第三中心线l7;在第三中心线l7上做出距第二中心点p7第三距离的第六点p8;。
9、s7在第三剖面c-c中确定尾翼装饰板上部边缘第七点p9、尾翼装饰板下部边缘第八点p10;做出第三线段p9p10的第三中心点p11及第四中心线l8;在第四中心线l8上做出距第三中心点p11第四距离的第九点p12;
10、s8用钢丝线连接第一点p1与第三点p4;用钢丝线连接第二点p2与第三点p4;在第三点p4沿着方向对钢丝线施加第一拉力f1;
11、用钢丝线连接第四点p5与第六点p8;用钢丝线连接第五点p6与第六点p8;在第六点p8沿着方向对钢丝线施加第二拉力f2;
12、用钢丝线连接第七点p9与第九点p12;用钢丝线连接第八点p10与第九点p12;在第九点p12点沿着方向对钢丝线施加第三拉力f3;
13、s9拉力f1、f2和f3分别施加在尾翼装饰板上时,观察尾翼装饰板与尾翼之间是否出现开胶、开裂、破损和脱离,若以上四种情况都没出现,则合格,若以上四种情况出现一种,则不合格。
14、进一步的,第一拉力f1=第二拉力f2=第三拉力f3。
15、进一步的,第一拉力f1为100-300n。
16、进一步的,第一拉力f1为200n。
17、进一步的,第一距离=第三距离=第四距离。
18、进一步的,第一距离为300-500mm。
19、进一步的,第一距离为400mm。
20、进一步的,第二距离为350mm。
21、本发明的有益效果为:
22、本发明通过在样件生产准备阶段对尾翼装饰板的粘接强度进行校核,从而预判装饰板的粘接强度是否满足车辆使用需求,以避免车辆在消费者使用过程中出现装饰板开胶或脱落等问题出现。
技术特征:
1.一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,包括以下步骤
2.如权利要求1所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第一拉力f1=第二拉力f2=第三拉力f3。
3.如权利要求2所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第一拉力f1为100-300n。
4.如权利要求3所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第一拉力f1为200n。
5.如权利要求1所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第一距离=第三距离=第四距离。
6.如权利要求5所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第一距离为300-500mm。
7.如权利要求6所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第一距离为400mm。
8.如权利要求1至7任一项所述的一种校核乘用车尾翼装饰板粘接强度的方法,其特征在于,第二距离为350mm。
技术总结
本发明公开了一种校核乘用车尾翼装饰板粘接强度的方法,属于汽车设计技术领域,通过在尾翼上做中心线,将尾翼装饰板向中心线垂直投影做出交点中心线,在距离特定位置上施加特定拉力,再做平行中心线的多个直线,采用相同方法确认施加拉力点,在多个点上同时施加方向和大小一致的拉力,用来测试尾翼和尾翼装饰板安装是否牢固,本发明通过在样件生产准备阶段对尾翼装饰板的粘接强度进行校核,从而预判装饰板的粘接强度是否满足车辆使用需求,以避免车辆在消费者使用过程中出现装饰板开胶或脱落等问题出现。
技术研发人员:张鹏
受保护的技术使用者:一汽奔腾轿车有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!