一种弯管磁粉探伤装置及探伤方法与流程
本发明涉及弯管磁粉探伤领域。更具体地说,本发明涉及一种弯管磁粉探伤装置及探伤方法。
背景技术:
1、铁磁性材料被磁化后,其内部会产生很强的磁感应强度,磁力线密度增大几百倍到几千倍。如果材料中存在不连续性(包括缺陷造成的不连续性和结构、形状、材质等原因造成的不连续性),磁力线便会发生畸变,部分磁力线有可能逸出材料表面,从空间穿过,形成漏磁场,漏磁场的局部能够吸引铁磁物质。由于裂纹中空气介质的磁导率远远低于试件的磁导率,使磁力线受阻,一部分磁力线挤到缺陷的底部,一部分穿过裂纹,一部分排挤出工件的表面后再进入工件。如果在存有不连续性工件上喷撒上磁粉,漏磁场就会使磁粉,形成与缺陷形状相近的磁粉堆积,称为磁痕,从而显示不连续的痕迹。磁粉探伤是常规无损检测手段之一,能够用来检测所有表面和近表面因焊接、铸造、锻造机加工和疲劳而引起的裂纹等细微缺陷。
2、现有2寸、3寸型号的弯接头是在卧式磁粉探伤机上进行磁粉检测,检测时需将一根软导体人工穿过弯接头内孔,再与卧式磁粉探伤机两端的周向磁化电极相连接,形成周向磁化电流回路,再将纵向磁化线圈位置调整至弯接头中间部位,然后同时施加磁化电流,来检测弯接头周向缺陷和纵向缺陷。检测4寸型号的弯接头是利用移动式磁粉探伤机进行的,磁化时将弯接头放置在探伤台上,然后将一根软导体人工穿过弯接头内孔,再与移动式磁粉探伤机的磁化电极相连接形成周向磁化电流回路,施加磁化电流对工件进行周向磁化,检测纵向缺陷。要检测弯接头的周向缺陷,需要将周向磁化软导体拆除,再连接一个纵向磁化线圈,将弯接头放置于线圈当中同时施加磁化电流,来检测弯接头周向缺陷。
3、以上磁化方式工作效率低,均要人工在工件上导入穿出软导体并连接磁化电极,检测完一件工件后拆卸软导体从工件上拔出,更换下一件工件重复上面的操作如此循化直至检测完毕。设备不能同时兼顾多种型号弯接头的检测,不能同时实施纵向磁化和周向磁化,大一点的弯接头需要对产品进行翻面再检测一次。
技术实现思路
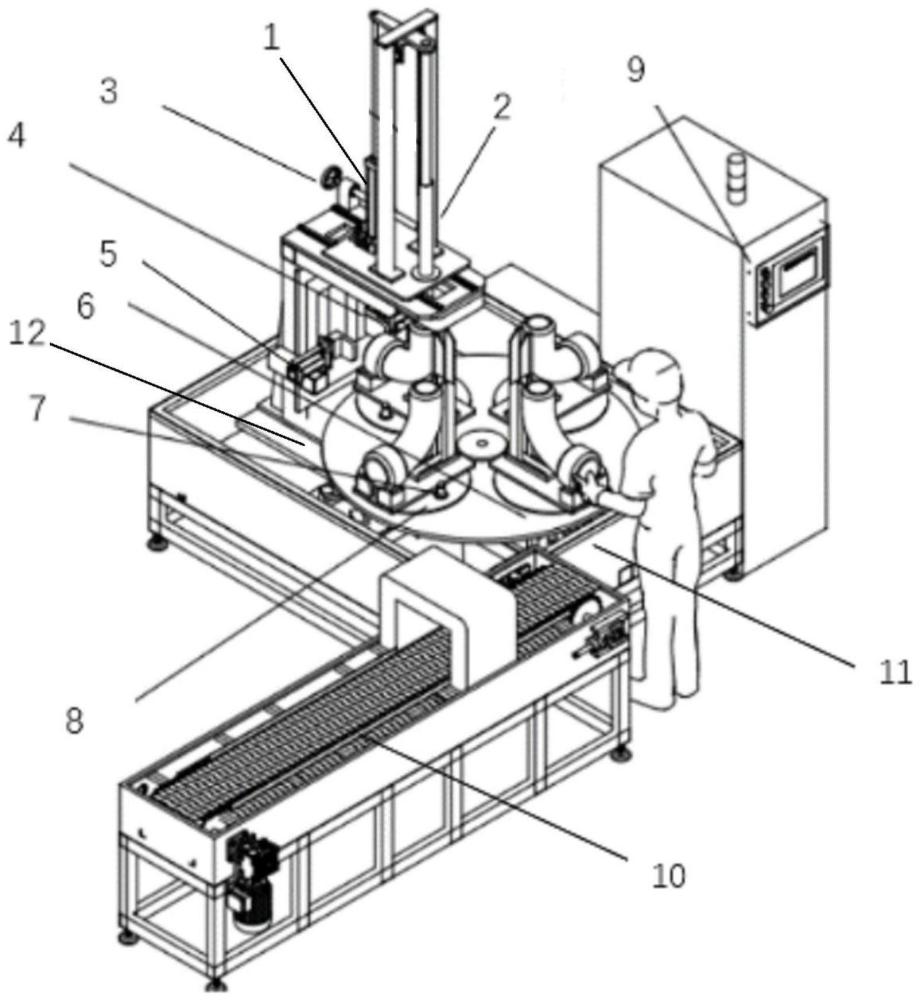
1、为了实现根据本发明的这些目的和其它优点,一方面,本发明的一优选实施方案提供了一种弯管磁粉探伤装置,包括:
2、软导体和磁化线圈,所述软导体通过软导体自动夹紧装置固定设置,所述磁化线圈位于所述软导体下方;
3、定位机构,其用于固定待检弯管,所述定位机构可运动至所述待检弯管位于所述软导体下方,且此时所述磁化线圈套设在所述软导体外部,所述软导体可调整至和待检弯管中心对齐,所述软导体在驱动机构的驱动下向下穿入待检弯管内;
4、所述磁化线圈通电后对待检弯管进行磁化操作。
5、优选地,所述弯管磁粉探伤装置还包括底座和工位轨盘,所述工位轨盘可旋转设置的设置在所述底座上,所述定位机构设置在所述工位轨盘上。
6、优选地,所述弯管磁粉探伤装置还包括工位旋转机构,其可旋转的设置在所述工位轨盘上,所述定位机构位于所述工位旋转机构上,所述工位轨盘和所述工位旋转机构均可在动力机构的驱动下实现转动。
7、优选地,所述驱动结构为伸缩气缸,伸缩气缸设置在手动对中装置上,手动对中装置通过支撑架设置在所述底座上,所述伸缩气缸内的伸缩端连接所述软导体一端,随着所述伸缩气缸的伸缩端的伸缩,所述软导体将可穿入待检弯管内。
8、优选地,所述弯管磁粉探伤装置还包括自动夹紧装置,其设在所述底座上,所述自动夹紧装置可对软导体的下端进行夹紧/松开,当所述自动夹紧装置将软导体的下端夹紧,且周向磁化线圈通电后,所述软导体的底端将形成周向磁化电流回路。
9、优选地,所述弯管磁粉探伤装置还包括控制柜,其内设有plc控制器,其连接电源,所述电源为所述磁化线圈和所述软导体供电,所述plc控制器通过控制所述电源的启闭和电流大小实现对磁化线圈的磁化控制;所述plc控制器还连接自动夹紧装置,以控制所述自动夹紧装置的夹紧/松开,所述plc控制器还连接动力机构,以控制所述工位轨盘和所述工位旋转机构的转动/停止。
10、优选地,所述弯管磁粉探伤装置还包括传送带,其用于将待检弯管运送到工位,或将已检弯管运离。
11、优选地,所述弯管磁粉探伤装置还包括手动对中装置,其设置在软导体一侧,连接当待检弯管的尺寸不同时,调整手动对中装置的手柄带动伸缩气缸前进或者后退,使得其中心与软导体中心保持一致。
12、另一方面,本发明的一优选实施方案提供一种利用所述的弯管磁粉探伤装置进行探伤的方法,包括以下步骤:
13、将待检弯管运送到工位轨盘,并将待检弯管放置在工位旋转机构上,并利用定位机构固定待检弯管,控制柜控制工位轨盘转动,将待检软管运送到软导体下方,并控制柜控制工位旋转机构旋转,并通过手动对中装置,直至确定软导体与被检弯管的中心对齐后,控制柜开启电流开关进行磁化操作,待待检弯管磁化后再次控制所述工位轨盘转动,将已检弯管旋转到工位处,最终检测合格后通过传送带将已检弯管退磁运离。
14、本发明至少包括以下有益效果:本发明的弯管磁粉探伤装置,能够高效率的检测2寸、3寸及4寸型号的弯接头,并同时兼顾其它类似产品的荧光磁粉检测。
15、本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种弯管磁粉探伤装置,其特征在于,包括:
2.根据权利要求1所述的弯管磁粉探伤装置,其特征在于,还包括底座和工位轨盘,所述工位轨盘可旋转设置的设置在所述底座上,所述定位机构设置在所述工位轨盘上。
3.根据权利要求2所述的弯管磁粉探伤装置,其特征在于,还包括工位旋转机构,其可旋转的设置在所述工位轨盘6上,所述定位机构位于所述工位旋转机构上,所述工位轨盘和所述工位旋转机构均可在动力机构的驱动下实现转动。
4.根据权利要求2所述的弯管磁粉探伤装置,其特征在于,所述驱动结构为伸缩气缸,伸缩气缸设置在手动对中装置上,手动对中装置通过支撑架设置在所述底座上,所述伸缩气缸内的伸缩端连接所述软导体一端,随着所述伸缩气缸的伸缩端的伸缩,所述软导体将可穿入待检弯管内。
5.根据权利要求2所述的弯管磁粉探伤装置,其特征在于,还包括自动夹紧装置,其设在所述底座上,所述自动夹紧装置可对软导体的下端进行夹紧/松开,当所述自动夹紧装置将软导体的下端夹紧,且周向磁化线圈通电后,所述软导体的底端将形成周向磁化电流回路。
6.根据权利要求5所述的弯管磁粉探伤装置,其特征在于,还包括控制柜,其内设有plc控制器,其连接电源,所述电源为所述磁化线圈和所述软导体供电,所述plc控制器通过控制所述电源的启闭和电流大小实现对磁化线圈的磁化控制;所述plc控制器还连接自动夹紧装置,以控制所述自动夹紧装置的夹紧/松开,所述plc控制器还连接动力机构,以控制所述工位轨盘和所述工位旋转机构的转动/停止。
7.根据权利要求1所述的弯管磁粉探伤装置,其特征在于,还包括传送带,其用于将待检弯管运送到工位,或将已检弯管运离。
8.根据权利要求5所述的弯管磁粉探伤装置,其特征在于,还包括手动对中装置,其设置在软导体一侧,连接当待检弯管的尺寸不同时,调整手动对中装置的手柄带动伸缩气缸1前进或者后退,使得其中心与软导体中心保持一致。
9.利用权利要求1-8任一所述的弯管磁粉探伤装置进行探伤的方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种弯管磁粉探伤装置,其特征在于,包括软导体和磁化线圈,所述软导体通过软导体自动夹紧装置固定设置,所述磁化线圈位于所述软导体下方;定位机构,其用于固定待检弯管,所述定位机构可运动至所述待检弯管位于所述软导体下方,且此时所述磁化线圈套设在所述软导体外部,所述软导体可调整至和待检弯管中心对齐,所述软导体在驱动机构的驱动下向下穿入待检弯管内;所述磁化线圈通电后对待检弯管进行磁化操作,本发明的弯管磁粉探伤装置能够高效率的检测2寸、3寸及4寸型号的弯接头,并同时兼顾其它类似产品的荧光磁粉检测。
技术研发人员:张海江,吴明宪,伍闻宇,敖潘,张前,王艳,李丹
受保护的技术使用者:荆州市世纪派创石油机械检测有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!