一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法与流程
本发明涉及一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,属于波纹板的焊接。
背景技术:
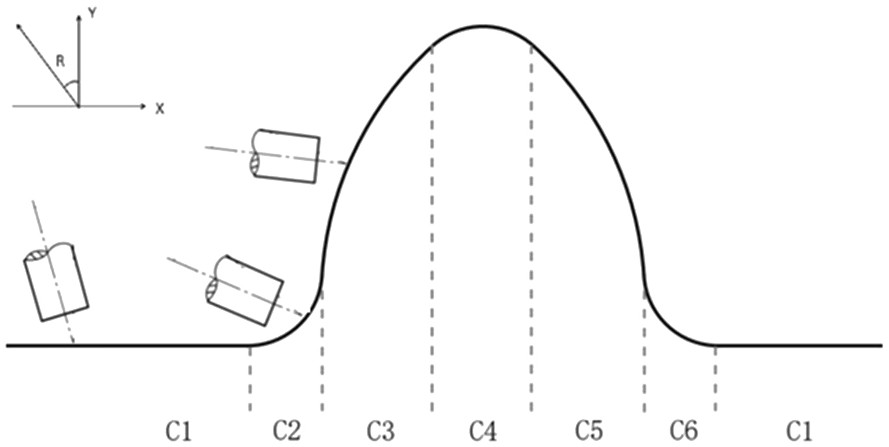
1、随着全球气候变暖、环境污染问题日益严峻,我国对清洁能源的需求越来越多,天然气作为一种清洁能源,其进口的需求越来越大。采用lng运输船舶以及lng加注船是运输天然气的主要方式之一。其中mark ⅲ薄膜型货物围护系统是薄膜型lng船液货舱重要组成部分,主要由主屏蔽、次屏蔽和绝热层构成,其中主屏蔽由1.2mm的不锈钢波纹板搭接拼焊而成,如图1所示,x:焊接走行方向的位移,y:焊枪高度方向的位移,r:焊枪与y方向的角度,c1:直线段轨迹,c2、c6:底部圆弧段轨迹,c3、c5:中部圆弧段轨迹,c4:顶部圆弧段轨迹。已有技术在自动化焊接围护系统主屏蔽波纹板时,焊枪的运动轨迹由多段圆弧和直线组成,其中c1段轨迹为x轴方向的直线轨迹,c2至c6段分别由不同半径的圆弧组成并由x轴方向与y轴方向上的运动合成轨迹,焊枪与波纹板表面切线方向需保持一定角度,由焊枪旋转r轴对焊枪角度进行调整。
2、波纹板工件存在两种类型,一种为波纹尺寸较小的小波纹板,一种为波纹尺寸较大的大波纹板。其中两种类型的波纹板波纹段c2、c6圆弧段的半径尺寸一致,c3、c4、c5圆弧段(波纹段)的半径尺寸不同。由于自动化焊接时焊枪进入不同类型工件的波纹段时行走轨迹不同,需要焊接前对波纹类段走轨迹进行切换,否则会导致焊枪因行走轨迹与实际工件不符产生焊枪与工件干涉碰撞,进而对焊接设备造成损伤,同时降低焊接成功率与焊接效率。焊接前操作人员需要手动设置焊枪行走的波纹段轨迹,但时常发生轨迹设置错误或遗忘设置等误操作,为了提高焊接的自动化程度与焊接效率,需要具备波纹类型自动识别方法功能。
技术实现思路
1、本发明的目的是提供一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,通过焊枪前置激光传感器检测波纹段高度,判别波纹类型为大波纹或是小波纹,从而实现无需人员提前设置即可自动识别并设置符合实际工件的波纹轨迹类型,提高了焊接的自动化程度与焊接效率,解决已有技术存在的上述技术问题。
2、本发明的技术方案是:
3、一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,在焊枪调整机构上沿x轴方向前置∆l距离安装激光传感器,保证焊枪行走到直线段c1与波纹段交接点时激光传感器同时对焊枪前置∆l距离的中部圆弧段c3表面的高度进行检测;选取多组不同类型波纹的工件对高度值进行检测,从多组数据中选取检测到的小波纹高度最大值为h1,检测到的大波纹高度最小值为h2;采用求平均的方法得出两类波纹的高度判断阈值hθ=(h1+h2)/2;当激光传感器检测到波纹高度h>hθ时判断为大波纹,焊枪开始按照大波纹轨迹在工件表面进行焊接;当激光传感器检测到波纹高度h<hθ时判断为小波纹,焊枪开始按照大波纹轨迹在工件表面进行焊接。因为大波纹与小波纹两类工件底部圆弧段c2尺寸基本相同无法检测出高度差异,仅在中部圆弧段c3开始两类工件波纹段高度才逐渐产生差异。
4、由于激光传感器受工件表面反光度不同的影响,仅仅对某一单点位置高度进行检测,存在高度不识别或错误识别的可能,因而无法保证波纹类型识别的稳定性。为解决此问题,需对激光传感器仅对某一单点位置高度进行波纹类型识别检测的的方式进行优化。
5、所述激光传感器对位置高度进行波纹类型识别检测时,选取n个补充检测点位对波纹高度进行检测,加上波纹段与直线段c1交界处的高度检测点位,一共为n+1个高度检测点;每个检测点位间距离间隔为∆d;其中每个检测点位与波纹段与直线段c1交界处点的间距∆dn=n*∆d (0<=n<=n);选取多组不同类型波纹工件对n+1个检测点位高度值进行检测,从多组数据中选取每个检测点位n处测量的小波纹高度最大值为h1n与大波纹高度最小值为h2n;求出用于波纹类型自动识别的检测点位n处两类波纹的高度判断阈值为hθn=(h1n+h2n)/2 (0<=n<=n);进行波纹板焊接波纹类型自动识别时,n+1个检测点位测量的待识别工件波纹高度值hn与识别阈值hθn进行比较并做出评分;hn>hθn时评分gn=n-n (0<=n<=n),hn<hθn时评分gn=n-n (0<=n<=n),并求出所有检测点位评分总和gsum=g0+g1+g2.....+gn,gsum>0时判断为大波纹,gsum<0时判断为小波纹。
6、所述的激光传感器相对焊枪的前置距离∆l取值范围为10-30mm,测量点间距离间隔∆d取值范围为0.1-1mm,波纹段与直线c1段交界处之前选取的补充检测点位个数n取值范围为5-20。
7、本发明的积极效果:为围护系统主屏蔽波纹板焊接提供了一种波纹类型自动识别方法,极大便利了焊接人员,焊接人员无需每次焊接前确认波纹板工件类型,避免了因设备设置错误或遗忘设置等误操作导致降低焊接成功率,大大提高了焊接的自动化程度与焊接效率。
技术特征:
1.一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,其特征在于:在焊枪调整机构上沿x轴方向前置∆l距离安装激光传感器,保证焊枪行走到直线段(c1)与波纹段交接点时激光传感器同时对焊枪前置∆l距离的中部圆弧段(c3)表面的高度进行检测;选取多组不同类型波纹的工件对高度值进行检测,从多组数据中选取检测到的小波纹高度最大值为h1,检测到的大波纹高度最小值为h2;采用求平均的方法得出两类波纹的高度判断阈值。
2.根据权利要求1所述的一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,其特征在于:所述激光传感器对位置高度进行波纹类型识别检测时,选取n个补充检测点位对波纹高度进行检测,加上波纹段与直线段(c1)交界处的高度检测点位,一共为n+1个高度检测点;每个检测点位间距离间隔为∆d;其中每个检测点位与波纹段与直线段(c1)交界处点的间距∆dn=n*∆d (0<=n<=n);选取多组不同类型波纹工件对n+1个检测点位高度值进行检测,从多组数据中选取每个检测点位n处测量的小波纹高度最大值为h1n与大波纹高度最小值为h2n;求出用于波纹类型自动识别的检测点位n处两类波纹的高度判断阈值为hθn=(h1n+h2n)/2 (0<=n<=n);进行波纹板焊接波纹类型自动识别时,n+1个检测点位测量的待识别工件波纹高度值hn与识别阈值hθn进行比较并做出评分;hn>hθn时评分gn=n-n (0<=n<=n),hn<hθn时评分gn=n-n (0<=n<=n),并求出所有检测点位评分总和gsum=g0+g1+g2.....+gn,gsum>0时判断为大波纹,gsum<0时判断为小波纹。
3.根据权利要求2所述的一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,其特征在于:所述的激光传感器相对焊枪的前置距离∆l取值范围为10-30mm,测量点间距离间隔∆d取值范围为0.1-1mm,波纹段与直线段(c1)交界处之前选取的补充检测点位个数n取值范围为5-20。
技术总结
本发明涉及一种围护系统主屏蔽波纹板焊接波纹类型自动识别方法,属于波纹板的焊接技术领域。技术方案是:在焊枪调整机构上沿x轴方向前置∆L距离安装激光传感器,保证焊枪行走到直线段(C1)与波纹段交接点时激光传感器同时对焊枪前置∆L距离的中部圆弧段(C3)表面的高度进行检测;选取多组不同类型波纹的工件对高度值进行检测,从多组数据中选取检测到的小波纹高度最大值为H1,检测到的大波纹高度最小值为H2;采用求平均的方法得出两类波纹的高度判断阈值。本发明极大便利了焊接人员,焊接人员无需每次焊接前确认波纹板工件类型,避免了因设备设置错误或遗忘设置等误操作导致降低焊接成功率,大大提高了焊接的自动化程度与焊接效率。
技术研发人员:董传阳,毕学松,王红,高文国,阎昊
受保护的技术使用者:唐山开元焊接自动化技术研究所有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!