一种快速、精准测量自锁螺母收口变形量的方法与流程
本发明涉及一种快速、精准测量自锁螺母收口变形量的方法。
背景技术:
1、普通螺母在工作中会产生不同程度的振动,振动产生作用力的情况下螺母无法与螺栓紧紧咬合,最终螺母与螺栓变松,甚至脱落,不仅是对机械本身产生巨大的破坏隐患,也会严重威胁施工人员的人身安全,为了避免这种现象的发生,发明了具用自锁功能的螺母---自锁螺母。自锁螺母由于本身具用锁紧功能,可以起到很好防松、抗振动的作用,因为作用功能明显,大大帮助和提高施工及定期维护的效率,所以得到了很大程度的推广及应用。但是自锁螺母中锁紧力的大小尤为重要,起到关键性的作用。锁紧力偏大,在安装过程中难度较大不易安装,对机械本身会产生一定的破坏隐患;锁紧力偏小,安装容易,但是不能有效的起到防松、抗振动的作用。
2、自锁螺母的锁紧力不稳定会存在以下几方面的危害:1.自锁螺母的材质和硬度不足以承受工作环境的高温、高压等情况,也可能会导致螺母的失效或松动;2.锁紧力偏小,受到外部振动或冲击较大的情况下,自锁螺母的锁紧力可能被削弱,导致螺母松动甚至脱落;3.锁紧力偏大,自锁螺母的锁紧元件可能会发生变形、过度挤压,锁紧元件发生破坏,无法保持良好的锁紧效果,从而导致损坏或疲劳失效。
技术实现思路
1、本发明所要解决的是快速、精准测量自锁螺母收口变形量的技术问题。
2、为了解决上述技术问题,本发明采用如下技术方案:
3、一种快速、精准测量自锁螺母收口变形量的方法,包括如下步骤:
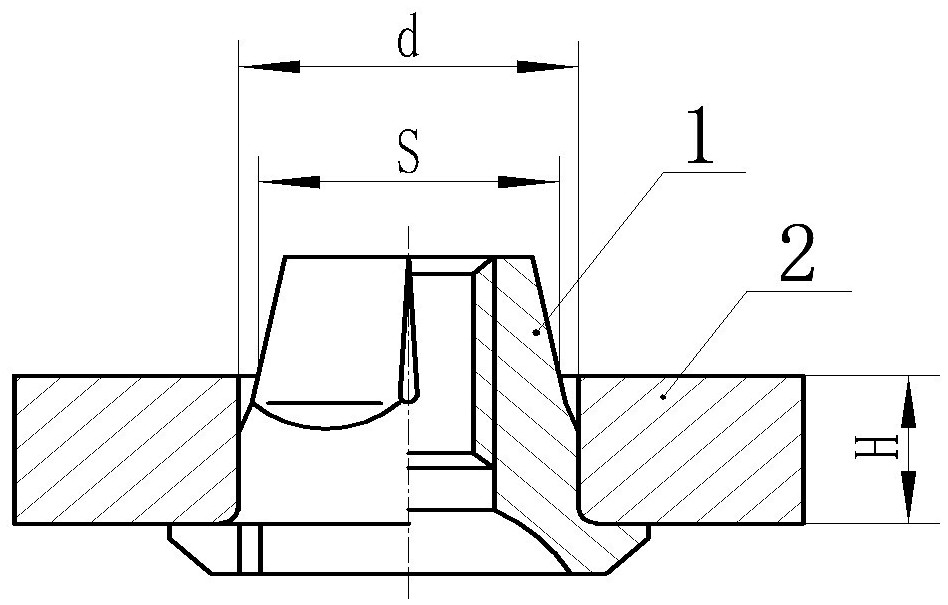
4、步骤一:将开槽好的自锁螺母进行试收口进行锁紧试验,试验前对每一件自锁螺母的收压量进行测量,通过试验后锁紧力的大小,最终确定自锁螺母的收压量的大小;
5、步骤二:当收压量的参数固化后,将检测工装的厚度h进行固化,检测工装中孔尺寸d要与自锁螺母的外径尺寸过盈配合;
6、步骤三:再用游标卡尺测量收压后的数值s尺寸,测量的数值要与前面试验后得出的收压量保持一致。
7、采用上述技术方案的有益效果是:
8、本发明加工的类型及规格通用性广泛,产品规格的大小在检测的范围内均可实现,只需调整检测工装的高度及内孔尺寸大小,这样减少了调机的废品数量,同时也可以保证锁紧力的一致性,可避免因锁紧力一致性差导致整批次产品报废等问题的发生,这样节约了生产成本、缩短了交付周期,有效提高了产品的合格率。
技术特征:
1.一种快速、精准测量自锁螺母收口变形量的方法,其特征在于:它包括如下步骤:
技术总结
一种快速、精准测量自锁螺母收口变形量的方法,先将开槽好的自锁螺母进行试收口进行锁紧试验,试验前对每一件自锁螺母的收压量进行测量,通过试验后锁紧力的大小,最终确定自锁螺母的收压量的大小;当收压量的参数固化后,将检测工装的厚度H进行固化,检测工装中孔尺寸d要与自锁螺母的外径尺寸过盈配合;然后再用游标卡尺测量收压后的数值S尺寸,测量的数值要与前面试验后得出的收压量保持一致。本发明只需调整检测工装的高度及内孔尺寸大小,这样减少了调机的废品数量,也可以保证锁紧力的一致性,可避免因锁紧力一致性差导致整批次产品报废等问题的发生,这样节约了生产成本、缩短了交付周期,有效提高了产品的合格率。
技术研发人员:谢沛亮,黄世文,王孝利,张钉
受保护的技术使用者:贵州航锐航空精密零部件制造有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!