晶粒控制提高N06600管涡流探伤信噪比的方法与流程
本发明涉及镍基合金管材无损检测,具体地说是一种晶粒控制提高n06600管涡流探伤信噪比的方法。
背景技术:
1、冷轧作为镍基合金管成型的普遍性变形工艺,其成型产品在按照相关标准进行涡流探伤时出现噪声大,甚至无法进行涡流探伤的问题。传统解决办法是在探伤设备、参数,管材表面质量、直线度等外在宏观角度降低噪声,对设备要求高、管材表面质量要求高,且不能完全解决噪声较大问题。
技术实现思路
1、本发明的目的是在于克服、补充现有技术中存在的不足,提供一种晶粒控制提高n06600管涡流探伤信噪比的方法,从材料本体内对组织进行控制,以降低噪声、提高信噪比。
2、本发明采用的技术方案是:
3、一种晶粒控制提高n06600管涡流探伤信噪比的方法,其中:包括以下步骤:
4、步骤s1.将n06600管坯依次经热穿孔、酸洗、中间品冷轧、去油、热处理、酸洗,随后进行成品冷轧与去油工序得到n06600镍基管;
5、步骤s2、将步骤s1所得的n06600镍基管进行固溶处理,随后进行水隔套冷却、矫直;
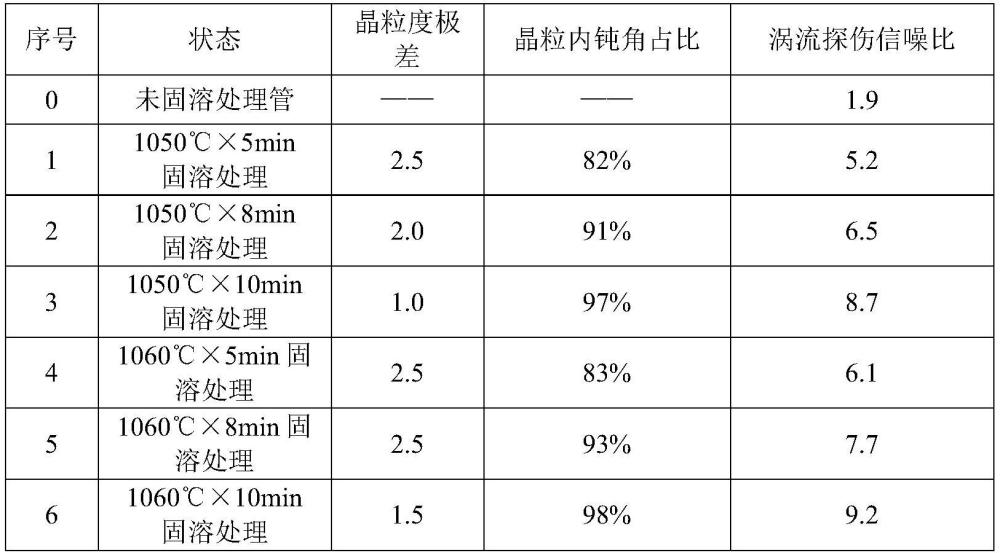
6、步骤s3、将步骤s2所得的n06600镍基管进行金相检测,控制镍基管的晶粒内钝角数量≥80%,晶粒度极差≤3级,若n06600镍基管金相检测其晶粒内钝角数量<80%,晶粒度极差>3级,则重复步骤s2,直至镍基管中晶粒内钝角数量≥80%,晶粒度极差≤3级为止;
7、步骤s4、将步骤s3的n06600镍基管进行涡流探伤检验。
8、优选的是,所述的晶粒控制提高n06600管涡流探伤信噪比的方法,其中:步骤s2中固溶处理温度为:当n06600镍基管壁厚≤3mm,固溶处理温度为1050~1060℃;当n06600镍基管壁厚>3mm,固溶处理温度为1065~1075℃,每毫米管壁厚保温时间为5~10min。
9、本发明的优点:
10、(1)本发明的晶粒控制提高n06600管涡流探伤信噪比的方法,从材料本体组织进行控制,降低涡流探伤噪声,提高信噪比,大幅提高n06600管涡流探伤的有效性。
11、(2)本发明的晶粒控制提高n06600管涡流探伤信噪比的方法,通过成品管低温、长时固溶处理,确保晶粒充分长大,晶粒内钝角数量增加,晶粒度极差小,涡流探伤噪声小;水隔套冷却使管材直线度较好,减轻了后续矫直带来的表面矫直印,降低涡流探伤噪声。
技术特征:
1.一种晶粒控制提高n06600管涡流探伤信噪比的方法,其特征在于:包括以下步骤:
2.如权利要求1所述的晶粒控制提高n06600管涡流探伤信噪比的方法,其特征在于:步骤s2中固溶处理温度为:当n06600镍基管壁厚≤3mm,固溶处理温度为1050~1060℃;当n06600镍基管壁厚>3mm,固溶处理温度为1065~1075℃,每毫米管壁厚保温时间为5~10min。
技术总结
本发明提供一种晶粒控制提高N06600管涡流探伤信噪比的方法,包括以下步骤:步骤S1.将N06600管坯依次经热穿孔、酸洗、中间品冷轧、去油、热处理、成品冷轧与去油工序得到N06600镍基管;步骤S2、将N06600镍基管进行固溶处理,随后进行水隔套冷却、矫直;步骤S3、将N06600镍基管进行金相检测,控制镍基管的晶粒内钝角数量≥80%,晶粒度极差≤3级,若N06600镍基管金相检测其晶粒内钝角数量<80%,晶粒度极差>3级,则重复步骤S2,直至镍基管中晶粒内钝角数量≥80%,晶粒度极差≤3级为止;步骤S4、将N06600镍基管进行涡流探伤检验。本发明从材料本体组织进行控制,降低涡流探伤噪声,提高信噪比,提高N06600管涡流探伤的有效性。
技术研发人员:王植栋,吕斌,王洁莉,冷晓月,浦益龙
受保护的技术使用者:江苏隆达超合金股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!