一种用定点检测量规检测精密锥度光杆尺寸的方法与流程
本发明涉及一种用定点检测量规检测精密锥度光杆尺寸的方法,属于机械加工零件的检测。
背景技术:
1、目前,高精度光杆锥度螺栓或销轴在航天航空领域及机械设备、电子设备上使用率高,需求量大,该类产品生产频繁且数量较多。
2、传统对精密锥度光杆定点直径的检测手段是通过外径千分尺和影像测量仪的方式,标设定点检测。该检测方式不仅检测效率低,测量误差较大,检测不准确,抽检率低;对检验人员的要求较高,增加检验人员的工作量、交付周期较长,而且还会破坏产品,增加生产成本,降低产品利润。
技术实现思路
1、本发明所要解决的是如何通过量规便可以快速、便捷、稳定、可靠的定点检测高精度锥度光杆是否尺寸合格的技术问题。
2、为了解决上述技术问题,本发明采用如下技术方案:
3、一种用定点检测量规检测精密锥度光杆尺寸的方法,
4、所述定点检测量规由通规和止规组成,所述定点检测量规的材料采用了t10a,在经过调质热处理达到硬度hrc56~60,量规的最终表面处理为氧化处理;
5、所述方法包括如下步骤:
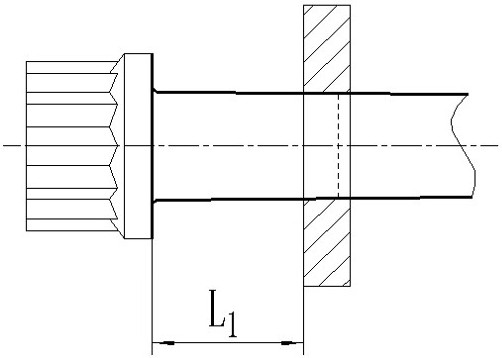
6、步骤一:将通规套入螺栓或销轴,往根部滑动,直至量规不动为止,用游标卡尺检测支撑面距离l1;
7、步骤二:将止规套入螺栓或销轴,往根部滑动,直至量规不动为止,用游标卡尺检测支撑面距离l2;
8、步骤三:当检测出l1<l<l2时,则该产品合格;当l不在此范围内时,则产品不合格。
9、采用上述技术方案的有益效果是:
10、本发明使用简单,对检验人员要求较低;检测效率高,降低生产成本;检测稳定、可靠,提高产品检测质量;量规结构简单,易于加工制造,成本低。
技术特征:
1.一种用定点检测量规检测精密锥度光杆尺寸的方法,其特征在于:
技术总结
一种用定点检测量规检测精密锥度光杆尺寸的方法,所述定点检测量规由通规和止规组成,所述定点检测量规的材料采用了T10A,在经过调质热处理达到硬度HRC56~60,量规的最终表面处理为氧化处理;所述方法包括如下步骤:步骤一:将通规套入螺栓或销轴,往根部滑动,直至量规不动为止,用游标卡尺检测支撑面距离L1;步骤二:将止规套入螺栓或销轴,往根部滑动,直至量规不动为止,用游标卡尺检测支撑面距离L2;步骤三:当检测出L1<L<L2时,则该产品合格;当L不在此范围内时,则产品不合格。本发明使用简单,对检验人员要求较低;检测效率高,降低生产成本;检测稳定、可靠,提高产品检测质量;量规结构简单,易于加工制造,成本低。
技术研发人员:焦创,刘莉,王孝利
受保护的技术使用者:贵州航锐航空精密零部件制造有限公司
技术研发日:
技术公布日:2024/2/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1