一种角钢自动在线检测设备的制作方法
本发明涉及机械加工领域,具体是一种角钢自动在线检测设备。
背景技术:
1、角钢在现在各行各业的建设中应用十分广泛,在现有的大多数机械加工工艺中,角钢的加工尤为普遍存在,在角钢的批量加工生产中,需要对加工完成的角钢进行尺寸检测,最初的检测方式是抽检,经人工测量,计算加工误差,后续则是在固定位置放置相机拍照,通过算法将拍摄照片合成一张,计算像素点确定长度、孔的大小、位置,再就是做支架固定相机,放置在角钢线上进行检测,角钢经过相机位置,相机快速拍照,合成一张照片后通过算法分析照片,测算距离。
2、但是现有的角钢检测设备中,需要在角钢离开加工状态的情况下进行检测,放置在角钢线上的检测设备则不能完全对角钢进行全面拍摄,很多情况下,角钢的尾部可能无法拍摄,再就是角钢在生产加工的过程中可能会发生弯曲、变形,在线上检测的时候检测过程会发生角钢跳动的现象,导致测量不准。
技术实现思路
1、为解决上述现有技术中的线上角钢检测的问题,本发明提供一种角钢自动在线检测设备,角钢切角、开孔完成后,输送电机与角钢加工线输送电机同步转动,相机开始拍照,同时上部压料下行压住角钢,直到把角钢全部输送出相机范围,自带运输系统,且不会与原有生产节拍产生干涉,角钢完整经过相机,自动适应角钢弯曲的工作台,不会与相机产生跳动,检测更准。
2、本发明解决其技术问题所采用的技术方案是:
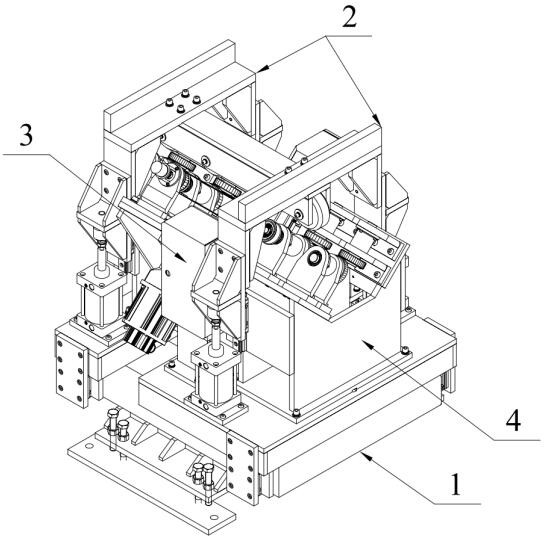
3、如附图所示,本发明提供的一种角钢自动在线检测设备,角钢自动在线检测设备与上位机电性连接,包括平台底座、压料装置、检测装置、传送装置,所述平台底座上方设置有安装孔,所述压料装置、检测装置、传送装置通过安装孔固定安装在平台底座的上方,所述压料装置包括压料横梁、压料轮和升降气缸,所述检测装置包括检测支架、光源和检测相机,所述传送装置包括传动轮、从动轮、送料电机、同步带和检测编码器,所述压料装置通过压料横梁架设在传送装置的两侧,所述压料轮与传动轮、从动轮配合待测角钢的形状形成传送通道,所述检测装置设置在传送装置的中间,位于待测角钢的下方,所述升降气缸、光源、检测相机、送料电机、检测编码器均与上位机的控制装置电性连接。
4、上述的角钢自动在线检测设备,所述压料装置包括压料横梁、压料轮、升降气缸和升降滑块,所述压料横梁呈“工”字型架设,“工”字型的四端下方连接设置四个升降气缸的输出端,所述升降气缸的底部设置安装座,通过螺栓连接的方式固定安装在平台底座上,所述压料横梁的主梁底部沿梁的轴向安装设置有压料轮,压料轮设置有2-20个,所述压料横梁“工”字型的四端下方还设置有升降滑块。
5、上述的角钢自动在线检测设备,所述检测装置包括检测支架、光源盒检测相机,所述检测支架底部通过螺栓连接的方式固定安装在平台底座上,所述光源以及检测相机的拍摄镜头对准待测角钢的传送通道。
6、上述的角钢自动在线检测设备,所述传送装置包括送料支架、传动轮、从动轮、送料电机、同步带、检测编码器和压料升降滑轨,所述送料支架底部通过螺栓连接的方式固定安装在平台底座上,所述送料支架上通过转轴旋转安装传动轮和从动轮,传动轮和从动轮对应设置,传动轮分为两组设置,两组传动轮之间通过同步带同步联动,每组传动轮包括两个,从动轮分为两组设置,每组从动轮包括两个,所述检测装置设置在两组传动轮之间,对准该区域的待测角钢的通道,两组所述从动轮的转轴上还通过同步带联动传动设置,从动轮转轴上还安装设置有检测编码器,用于计算传动轮以及从动轮传送的待测角钢长度,所述送料电机固定安装在送料支架上,送料电机的输出轴与传动轮的转轴连接设置,通过同步带同步转动两组传动轮的运转,在压料轮的挤压下与传动轮的传动下,待测角钢会带动从动轮转动,从动轮带动检测编码器工作计算,所述送料支架侧壁上还设置有压料升降滑轨,压料升降滑轨与升降滑块配合安装。
7、上述的角钢自动在线检测设备,所述平台底座包括固定底座、浮动平台、浮动导轨和弹性装置,所述平台底座上方设置有安装孔,所述压料装置、检测装置、传送装置通过螺栓与安装孔固定安装在浮动平台的上方,所述浮动平台通过弹性装置连接设置,浮动平台四侧罩设在固定底座上,所述固定底座的侧壁上设置有浮动导轨,所述浮动平台上在于浮动导轨安装位置对应的位置上设置有浮动滑块,浮动滑块与浮动导轨配合安装设置。
8、上述的角钢自动在线检测设备,所述传动轮、从动轮的轮面上均设置有防滑纹。
9、本发明的有益效果是:
10、1.本申请所述的角钢自动在线检测设备,不用人工检测,采用相机拍照,编码器测量,减少人为检测误差;
11、2.采用可以浮动调节的平台底座,自动适应角钢弯曲的工作台,不会与相机产生跳动,不会因为角钢弯曲产生检测误差,检测精准;
12、3.自带运输系统,送料电机与上位机的加工输出角钢的速度保持同步,角钢全程都保持动力传送的状态,角钢出料流畅,并且角钢可以完整经过相机,测量更加完整;
13、4.该装置为独立安装的输送装置,承接上位机,后方可以连接后续的角钢加工设备,不会与原有生产节拍产生干涉。
技术特征:
1.一种角钢自动在线检测设备,其特征在于,包括平台底座(1)、压料装置(2)、检测装置(3)、传送装置(4),所述平台底座(1)上方设置有安装孔,所述压料装置(2)、检测装置(3)、传送装置(4)通过安装孔固定安装在平台底座(1)的上方,所述压料装置(2)包括压料横梁(24)、压料轮(21)和升降气缸(22),所述检测装置(3)包括检测支架(33)、光源(31)和检测相机(32),所述传送装置(4)包括传动轮(43)、从动轮(42)、送料电机(45)、同步带(46)和检测编码器(44),所述压料装置(2)通过压料横梁(24)架设在传送装置(4)的两侧,所述压料轮(21)与传动轮(43)、从动轮(42)配合待测角钢(5)的形状形成传送通道,所述检测装置(3)设置在传送装置(4)的中间,位于待测角钢(5)的下方,所述升降气缸(22)、光源(31)、检测相机(32)、送料电机(45)、检测编码器(44)均与上位机的控制装置电性连接。
2.根据权利要求1所述的角钢自动在线检测设备,其特征在于,所述压料装置(2)包括压料横梁(24)、压料轮(21)、升降气缸(22)和升降滑块(23),所述压料横梁(24)呈“工”字型架设,“工”字型的四端下方连接设置四个升降气缸(22)的输出端,所述升降气缸(22)的底部设置安装座,通过螺栓连接的方式固定安装在平台底座(1)上,所述压料横梁(24)的主梁底部沿梁的轴向安装设置有压料轮(21),压料轮(21)设置有2-20个,所述压料横梁(24)“工”字型的四端下方还设置有升降滑块(23)。
3.根据权利要求1所述的角钢自动在线检测设备,其特征在于,所述检测装置(3)包括检测支架(33)、光源(31)盒检测相机(32),所述检测支架(33)底部通过螺栓连接的方式固定安装在平台底座(1)上,所述光源(31)以及检测相机(32)的拍摄镜头对准待测角钢(5)的传送通道。
4.根据权利要求1所述的角钢自动在线检测设备,其特征在于,所述传送装置(4)包括送料支架(41)、传动轮(43)、从动轮(42)、送料电机(45)、同步带(46)、检测编码器(44)和压料升降滑轨(47),所述送料支架(41)底部通过螺栓连接的方式固定安装在平台底座(1)上,所述送料支架(41)上通过转轴旋转安装传动轮(43)和从动轮(42),传动轮(43)和从动轮(42)对应设置,传动轮(43)分为多组设置,多组传动轮(43)之间通过同步带(46)同步联动,每组传动轮(43)包括两个,从动轮(42)分为多组设置,每组从动轮(42)包括两个,所述检测装置(3)设置在多组传动轮(43)之间,对准该区域的待测角钢(5)的通道,多组所述从动轮(42)的转轴上通过同步带(46)传动连接设置,从动轮(42)转轴上还安装设置有检测编码器(44),所述送料电机(45)固定安装在送料支架(41)上,送料电机(45)的输出轴与传动轮(43)的转轴连接设置,通过同步带(46)同步转动多组传动轮(43)的运转,在压料轮(21)的挤压下与传动轮(43)的传动下,待测角钢(5)会带动从动轮(42)转动,从动轮(42)带动检测编码器(44)工作计算,所述送料支架(41)侧壁上还设置有压料升降滑轨(47),压料升降滑轨(47)与升降滑块(23)配合安装。
5.根据权利要求1所述的角钢自动在线检测设备,其特征在于,所述平台底座(1)包括固定底座(12)、浮动平台(13)、浮动导轨(11)和弹性装置,所述平台底座(1)上方设置有安装孔,所述压料装置(2)、检测装置(3)、传送装置(4)通过螺栓与安装孔固定安装在浮动平台(13)的上方,所述浮动平台(13)通过弹性装置连接设置,浮动平台(13)四侧罩设在固定底座(12)上,所述固定底座(12)的侧壁上设置有浮动导轨(11),所述浮动平台(13)上在于浮动导轨(11)安装位置对应的位置上设置有浮动滑块,浮动滑块与浮动导轨(11)配合安装设置。
6.根据权利要求1所述的角钢自动在线检测设备,其特征在于,所述传动轮(43)、从动轮(42)的轮面上均设置有防滑纹。
技术总结
本发明公开一种角钢自动在线检测设备,涉及机械加工领域,包括平台底座、压料装置、检测装置、传送装置,压料装置、检测装置、传送装置固定安装在平台底座的上方,压料装置通过压料横梁架设在传送装置的两侧,压料轮与传动轮、从动轮配合待测角钢的形状形成传送通道,检测装置设置在传送装置的中间,位于待测角钢的下方,升降气缸、光源、检测相机、送料电机、检测编码器均与上位机的控制装置电性连接。本发明设备自带运输系统,且不会与原有生产节拍产生干涉,角钢完整经过相机,自动适应角钢弯曲的工作台,不会与相机产生跳动,检测更准。
技术研发人员:房坤,张加友,张凯旋,陈钦烨,王春瑜,邱彦坤,尚善朋
受保护的技术使用者:潍坊腾冠投资有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!