铝壳多功能检测设备及检测方法与流程
本申请涉及铝壳测试的,尤其是涉及一种铝壳多功能检测设备及检测方法。
背景技术:
1、铝壳生产完成后,需要进行平整度检测、硬度检测、尺寸检测,来检测铝壳产品的生产质量,相关技术采用多台设备分别进行检测,结构复杂,运输麻烦,检测效率低。
技术实现思路
1、本申请提供一种铝壳多功能检测设备及检测方法,以解决背景技术中采用多台设备分别进行检测,结构复杂,运输麻烦,检测效率低的技术问题。
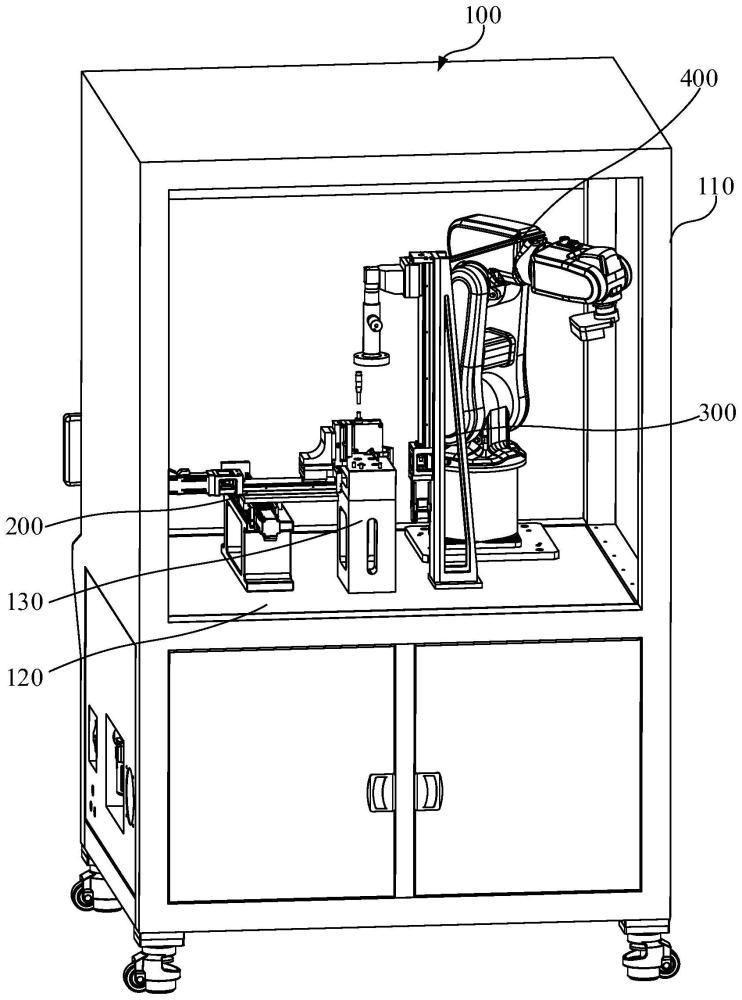
2、为解决上述技术问题,本申请采用的一个技术方案是:提供一种铝壳多功能检测设备及检测方法,所述铝壳多功能检测设备包括:
3、机箱,包括外壳、工作台、检测台,所述工作台设于所述外壳中,所述检测台设于所述工作台上;
4、激光检测机构,包括相连的移动组件和激光组件,所述移动组件设于所述工作台上,所述移动组件与所述检测台平行,所述激光组件与所述移动组件连接,所述激光组件设于所述检测台上方;
5、尺寸检测机构,包括固定座、检测组件,所述固定座设于所述工作台上,所述固定座与所述检测台平行,所述检测组件与所述固定座连接,所述检测组件设于所述检测台上方;
6、硬度检测机构,包括上料组件、按压组件,所述上料组件设于所述工作台上,所述按压组件与所述上料组件连接。
7、通过采用上述技术方案,上料组件将铝壳夹持放在检测台上,按压组件对铝壳按压进行硬度检测,检测组件沿固定座上下移动,检测组件对检测台上的铝壳进行尺寸检测,尺寸检测完成后,移动组件带动激光组件在检测台上方移动,激光组件对铝壳进行平整度检测,完成对铝壳的多功能检测。
8、可选的,所述铝壳多功能检测设备包括定位组件,所述定位组件与所述检测台连接,所述定位组件包括抵接块、y型夹头、气缸连接板、抵接气缸,所述抵接气缸与所述检测台连接固定,所述抵接气缸输出端连接所述气缸连接板,所述气缸连接板与所述y型夹头连接固定,所述y型夹头下表面对应所述检测台上表面,所述y型夹头连接固定两个所述抵接块。
9、通过采用上述技术方案,铝壳放在检测台上表面,抵接气缸带动气缸连接板移动,气缸连接板带动y型夹头进行移动,y型夹头对检测台上的铝壳进行夹持抵接。
10、可选的,所述检测台上表面设有限位柱,所述限位柱设于所述检测台上表面相邻的两边上,所述限位柱与所述抵接块配合对铝壳产品进行定位固定。
11、通过采用上述技术方案,限位柱与y型夹头对角设置,限位柱和y型夹头的抵接块配合对检测台上表面的铝壳进行限位抵接固定。
12、可选的,所述检测台上表面设有真空吸附孔,所述真空吸附孔内嵌于所述检测台上表面,所述真空吸附孔均匀分布在所述限位柱之间。
13、通过采用上述技术方案,抵接块和限位柱对铝壳进行限位抵接固定,检测台上表面的真空吸附孔对铝壳进行真空吸附,防止检测台上的铝壳进行检测作业时发生移动,导致检测结果不准确。
14、可选的,所述移动组件包括:
15、承载座,设于所述工作台上表面,所述承载座与所述检测台平行;
16、第一直线电机,设于所述承载座上表面,所述直线电机与所述检测台平行;
17、第一移动块,与所述第一直线电机驱动端连接;
18、第一连接板,与所述第一移动块上表面连接固定,所述第一连接板垂直所述第一直线电机;
19、第二直线电机,设于所述第一连接板上表面,所述第二直线电机垂直所述第一直线电机;
20、第二移动块,与所述第二直线电机的驱动端连接;
21、第二连接板,与所述二移动块的上表面连接固定;
22、连接座,设于所述第二连接板上,所述激光组件与所述连接座连接。
23、通过采用上述技术方案,第一直线电机可带动激光组件在y轴方向上进行移动,第二直线电机可带动激光组件在x轴方向上进行移动,实现移动组件带动激光组件对检测台上的铝壳进行平整度检测。
24、可选的,所述激光组件包括激光检测仪、第一升降块、第二升降块、固定板,所述激光检测仪与所述第一升降块连接固定,所述第一升降块与所述第二升降块竖直滑动连接,所述第二升降块与所述固定板连接固定,所述固定板与所述连接座固定连接,所述激光检测仪设于所述检测台上方。
25、通过采用上述技术方案,第一升降块和第二升降块配合带动激光检测仪在检测台上方进行竖直方向上调整距离,激光检测仪对检测台上的铝壳进行平整度检测。
26、可选的,光学检测组件包括升降电机、升降板、检测镜头、环形光源,所述升降电机与所述固定座连接固定,所述升降板与所述升降电机滑动连接,所述检测镜头设于所述升降板上,所述检测镜头下方设有所述环形光源,所述检测镜头设于所述检测台上方。
27、通过采用上述技术方案,升降电机带动升降板进行竖直方向上的移动,升降板带动检测镜头对检测台上的铝壳进行尺寸检测,环形光源为检测台上的铝壳提供光源,防止铝壳多功能检测时由于光线太暗造成的检测不准确等问题。
28、可选的,所述按压组件包括吸附块、压紧传感器,所述吸附块设于所述压紧传感器下表面,所述压紧传感器与所述上料组件连接固定,所述上料组件带动所述吸附块移动。
29、通过采用上述技术方案,吸附块将铝壳吸附放置在检测台上,上料组件带动按压组件对检测台上的铝壳进行按压,压紧传感器对铝壳进行硬度检测作业。
30、可选的,所述上料组件采用机械臂。
31、通过采用上述技术方案,机械臂灵活带动铝壳进行移动,将铝壳放置在检测台上进行多功能检测。
32、一种使用所述的铝壳多功能检测设备的检测方法,包括以下步骤:
33、所述上料组件将铝壳产品放在所述检测台上;
34、所述按压组件对所述铝壳产品进行按压,所述按压组件测试所述铝壳产品的硬度;
35、所述移动组件带动所述激光组件进行移动,所述激光组件对所述铝壳产品进行平面度检测;
36、所述检测组件对所述铝壳产品进行尺寸检测。
37、通过采用上述技术方案,将铝壳放置在检测台上,对铝壳进行硬度、平整度、尺寸检测,提高了检测效率,避免了将铝壳运置多个检测机器中进行检测造成的效率低且容易对铝壳造成损坏。
38、本申请的有益效果是:本申请提供一种铝壳多功能检测设备及检测方法,铝壳多功能检测设备的上料组件将铝壳夹持放在检测台上,按压组件对铝壳按压进行硬度检测,检测组件沿固定座上下移动,检测组件对检测台上的铝壳进行尺寸检测,尺寸检测完成后,移动组件带动激光组件在检测台上方移动,激光组件对铝壳进行平整度检测,完成对铝壳的多功能检测,其结构简单,检测效率高且避免了将铝壳运置多个检测机器中进行检测造成的效率低且容易对铝壳造成损坏。
技术特征:
1.一种铝壳多功能检测设备,其特征在于,所述铝壳多功能检测设备包括:
2.根据权利要求1所述的铝壳多功能检测设备,其特征在于,所述铝壳多功能检测设备包括定位组件(500),所述定位组件(500)与所述检测台(130)连接,所述定位组件(500)包括抵接块(510)、y型夹头(520)、气缸连接板(530)、抵接气缸(540),所述抵接气缸(540)与所述检测台(130)连接固定,所述抵接气缸(540)输出端连接所述气缸连接板(530),所述气缸连接板(530)与所述y型夹头(520)连接固定,所述y型夹头(520)下表面对应所述检测台(130)上表面,所述y型夹头(520)连接固定两个所述抵接块(510)。
3.根据权利要求2所述的铝壳多功能检测设备,其特征在于,所述检测台(130)上表面设有限位柱(132),所述限位柱(132)设于所述检测台(130)上表面相邻的两边上,所述限位柱(132)与所述抵接块(510)配合对铝壳产品进行定位固定。
4.根据权利要求3所述的铝壳多功能检测设备,其特征在于,所述检测台(130)上表面设有真空吸附孔(134),所述真空吸附孔(134)内嵌于所述检测台(130)上表面,所述真空吸附孔(134)均匀分布在所述限位柱(132)之间。
5.根据权利要求1所述的铝壳多功能检测设备,其特征在于,所述移动组件(210)包括:
6.根据权利要求5所述的铝壳多功能检测设备,其特征在于,所述激光组件(220)包括激光检测仪(222)、第一升降块(224)、第二升降块(226)、固定板(228),所述激光检测仪(222)与所述第一升降块(224)连接固定,所述第一升降块(224)与所述第二升降块(226)竖直滑动连接,所述第二升降块(226)与所述固定板(228)连接固定,所述固定板(228)与所述连接座(218)固定连接,所述激光检测仪(222)设于所述检测台(130)上方。
7.根据权利要求1所述的铝壳多功能检测设备,其特征在于,检测组件(320)包括升降电机(322)、升降板(324)、检测镜头(326)、环形光源(328),所述升降电机(322)与所述固定座(310)连接固定,所述升降板(324)与所述升降电机(322)滑动连接,所述检测镜头(326)设于所述升降板(324)上,所述检测镜头(326)下方设有所述环形光源(328),所述检测镜头(326)设于所述检测台(130)上方。
8.根据权利要求1所述的铝壳多功能检测设备,其特征在于,所述按压组件(420)包括吸附块(422)、压紧传感器(424),所述吸附块(422)设于所述压紧传感器(424)下表面,所述压紧传感器(424)与所述上料组件(410)连接固定,所述上料组件(410)带动所述吸附块(422)移动。
9.根据权利要求1所述的铝壳多功能检测设备,其特征在于,所述上料组件(410)采用机械臂。
10.一种使用权利要求1-9任意一项所述的铝壳多功能检测设备的检测方法,其特征在于,包括以下步骤:
技术总结
本申请提供一种铝壳多功能检测设备及检测方法,铝壳多功能检测设备包括:机箱、激光检测机构、尺寸检测机构、硬度检测机构,机箱包括外壳、工作台、检测台,工作台设于外壳中,检测台设于工作台上;激光检测机构包括相连的移动组件和激光组件,移动组件设于工作台上,移动组件与检测台平行,激光组件与移动组件连接,激光组件设于检测台上方;尺寸检测机构包括固定座、检测组件,固定座设于工作台上,固定座与检测台平行,检测组件与固定座连接,检测组件设于检测台上方;硬度检测机构包括上料组件、按压组件,上料组件设于工作台上,按压组件与上料组件连接,其结构简单,检测效率高且检测范围广。
技术研发人员:刘迪武
受保护的技术使用者:深圳市顶泰铝业有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!