一种航空发动机叶片表面缺陷检测方法及系统
本发明涉及叶片表面缺陷检测系统及方法,具体涉及一种航空发动机叶片表面缺陷检测方法及系统。
背景技术:
1、航空发动机叶片作为发动机的核心部件,叶片面形复杂,多为自由曲面构造,同一发动机中通常安装有不同尺寸的叶片,具有尺寸跨度大、边缘薄、易变形、易损伤等特点。在航空发动机工作过程中,叶片承受高温、交变载荷等复杂工况,航空飞机在飞行一段时间后,其叶片极易出现磨损、扭转、折边、凹坑、掉块等不同程度的损伤,几何形状和尺寸有损伤的叶片对其工作性能有着重要的影响。航空发动机作为国之重器,叶片又是航空发动机的核心部件,定期对叶片的损伤程度进行高精度检测是保证发动机正常工作的关键。
2、如何对航空发动机叶片进行高效率、高精度的无损检测一直是叶片维修检测面临的技术难题,现有检测方法通常包括标准样板法、光学投影法以及激光扫描法等,但这些方法仍具有以下缺陷:
3、1)单台航空发动机通常安装有上千枚叶片,对于如此大的检测需求量,现有检测方法的检测效率普遍太低;
4、2)航空发动机不同部位安装有不同规格的叶片,面对不同规格的叶片,检测人员容易出现操作失误,导致检测可信度降低;
5、3)叶片的检测精度直接决定了对航空发动机性能的影响,但现有的检测方法精度较低且成本高。
技术实现思路
1、为了解决现有检测方法的检测效率低、可信度低且检测精度低的技术问题,本发明提供了一种航空发动机叶片表面缺陷检测方法及系统。
2、为了达到上述目的,本发明提供了一种航空发动机叶片表面缺陷检测方法,其特征在于,包括以下步骤:
3、步骤1、获取相机参数;
4、选取第一红外相机和第二红外相机,并获取第一红外相机和第二红外相机的内参和外参;
5、步骤2、搭建检测系统;
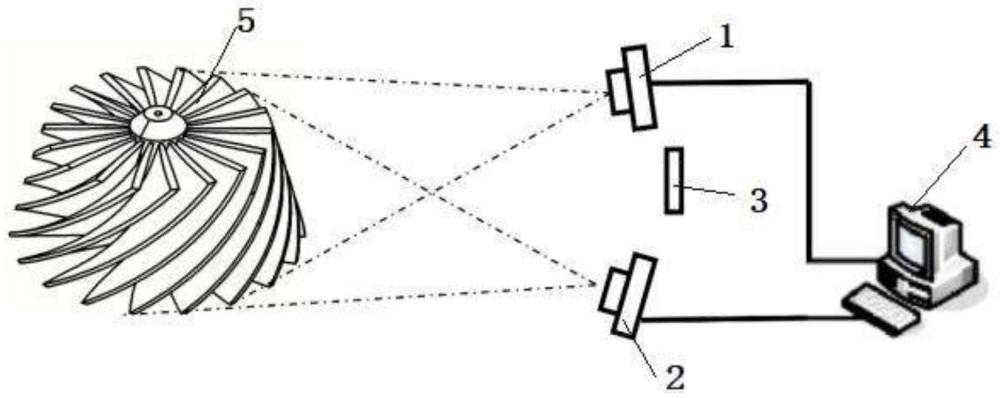
6、在待测发动机叶片侧面设置红外阵列光源,将所述第一红外相机和第二红外相机分别置于红外阵列光源两侧,使得待测发动机叶片、红外阵列光源、第一红外相机和第二红外相机以三角反射方式摆放;第一红外相机和第二红外相机连接计算机;
7、步骤3、红外条纹图拍摄;
8、启动红外阵列光源,红外阵列光经待测发动机叶片反射,通过所述第一红外相机和第二红外相机连续拍摄多帧红外条纹图像;
9、步骤4、条纹中心坐标提取;
10、对每一帧红外条纹图像进行预处理,然后利用灰度重心法计算每一帧预处理后红外条纹图像的条纹中心坐标,用于反应每一帧红外条纹图像的面型信息量;
11、步骤5、表面点云数据获取;
12、将预处理后的每一帧红外条纹图像所携带的面型信息量进行组合,形成视差图像,将视差图像内的二维坐标转化成三维坐标,得到离散的三维点云数据;
13、步骤6、表面重建;
14、采用delaunay三角剖分算法,通过步骤1获取的内参和外参以及步骤5获取的离散三维点云数据对待测发动机叶片表面进行点云拟合,实现三维重建,得到待测发动机叶片的三维模型;
15、步骤7、表面检测;
16、通过所述三维模型对待测发动机叶片表面进行缺陷检测。
17、进一步地,步骤4中:所述预处理包括图像校正、特征点匹配和视差计算。
18、进一步地,步骤1中,所述第一红外相机和第二红外相机均为ccd相机;
19、步骤2中,所述红外阵列光源由碳纤维石英加热管构成。
20、进一步地,步骤4中:所述灰度重心法是利用条纹横截面灰度值分布近似服从高斯分布,通过与条纹垂直的每一列上所有点的像素值计算得到各点处的中心坐标,然后计算整行的中心坐标,具体计算公式如下;
21、
22、其中,g(x,yi)为每一行的像素灰度值,yi为对应的坐标值,n为每一行中像素点的个数,y为计算得到的条纹中心坐标。
23、进一步地,步骤1中:通过将第一红外相机和第二红外相机放置于二维旋转平台上,利用经纬仪、平行光管以及设置在平行光管焦平面处的棋盘格靶标板分别对第一红外相机和第二红外相机进行标定,从而获取二者的内参。
24、进一步地,步骤1中:所述第一红外相机和第二红外相机的分辨率均为1900*1200,其镜头采用焦距均为50mm、畸变率均小于0.5%的镜头。
25、本发明还提供了一种航空发动机叶片表面缺陷检测系统,用于实现上述的航空发动机叶片表面缺陷检测方法,其特殊之处在于:包括第一红外相机、第二红外相机、红外阵列光源以及计算机;
26、所述红外阵列光源设置于待测发动机叶片侧面,用于向待测发动机叶片发射红外阵列光;
27、所述第一红外相机和第二红外相机分别置于红外阵列光源两侧,使得待测发动机叶片、红外阵列光源、第一红外相机和第二红外相机以三角反射方式摆放;
28、所述计算机分别与第一红外相机和第二红外相机连接。
29、进一步地,所述红外阵列光源为采用碳纤维石英加热管构成。
30、进一步地,所述第一红外相机和第二红外相机均为ccd相机。
31、进一步地,所述第一红外相机和第二红外相机的分辨率均为1900*1200,其镜头采用焦距均为50mm、畸变率均小于0.5%的镜头。
32、本发明的有益效果:
33、1、本发明测量速度快,能够有效缩短整个测量周期。
34、2、本发明测量精度高,通过点云三维重建,最后得到的面形精度在纳米级别。
35、3、本发明实现了非接触测量,不会二次破坏待测件。
36、4、本发明采用红外光进行测量,能够有效增加金属表面的反射率,有利于相位偏折术在金属表面的检测。
技术特征:
1.一种航空发动机叶片表面缺陷检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的航空发动机叶片表面缺陷检测方法,其特征在于,步骤4中:所述预处理包括图像校正、特征点匹配和视差计算。
3.根据权利要求2所述的航空发动机叶片表面缺陷检测方法,其特征在于:
4.根据权利要求2或3所述的航空发动机叶片表面缺陷检测方法,其特征在于,步骤4中:所述灰度重心法是利用条纹横截面灰度值分布近似服从高斯分布,通过与条纹垂直的每一列上所有点的像素值计算得到各点处的中心坐标,然后计算整行的中心坐标,具体计算公式如下;
5.根据权利要求4所述的航空发动机叶片表面缺陷检测方法,其特征在于,步骤1中:通过将第一红外相机和第二红外相机放置于二维旋转平台上,利用经纬仪、平行光管以及设置在平行光管焦平面处的棋盘格靶标板分别对第一红外相机和第二红外相机进行标定,从而获取二者的内参。
6.根据权利要求5所述的航空发动机叶片表面缺陷检测方法,其特征在于,步骤1中:所述第一红外相机和第二红外相机的分辨率均为1900*1200,其镜头采用焦距均为50mm、畸变率均小于0.5%的镜头。
7.一种航空发动机叶片表面缺陷检测系统,用于实现权利要求1—6任一所述的航空发动机叶片表面缺陷检测方法,其特征在于:包括第一红外相机、第二红外相机、红外阵列光源以及计算机;
8.根据权利要求7所述的航空发动机叶片表面缺陷检测系统,其特征在于:所述红外阵列光源为采用碳纤维石英加热管构成。
9.根据权利要求8所述的航空发动机叶片表面缺陷检测系统,其特征在于:所述第一红外相机和第二红外相机均为ccd相机。
10.根据权利要求9所述的航空发动机叶片表面缺陷检测系统,其特征在于:所述第一红外相机和第二红外相机的分辨率均为1900*1200,其镜头采用焦距均为50mm、畸变率均小于0.5%的镜头。
技术总结
本发明公开了一种航空发动机叶片表面缺陷检测方法及系统,解决了了现有检测方法的检测效率低、可信度低且检测精度低的技术问题,具体包括:步骤1、获取相机参数;步骤2、搭建检测系统;步骤3、红外条纹图拍摄;步骤4、条纹中心坐标提取;步骤5、表面点云数据获取;步骤6、表面重建;步骤7、表面检测;本发明测量速度快,能够有效缩短整个测量周期。
技术研发人员:刘金博,李朝辉,马臻,魏紫薇,赵建科,尹云飞,毛振,刘巍
受保护的技术使用者:中国科学院西安光学精密机械研究所
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!