一种油膜轴承锥套的测量工具的制作方法
本技术属于轴承测量,具体地,涉及一种油膜轴承锥套的测量工具。
背景技术:
1、本部分的描述仅提供与本实用新型公开相关的背景信息,而不构成现有技术。
2、油膜轴承是一种以润滑油作为润滑介质的径向滑动轴承。现在大型轧机特别是具有板型、板厚自动控制的大型板、带材连轧机大都采用油膜轴承,应用在轧机上作为工作轴承或支撑辊轴承的称作轧机油膜轴承。
3、针对某些客户需要现场测绘的油膜轴套零件,由于没有相关的数据,但是锥套的起始数值是一个非常重要的加工参数,该参数的误差太小,将会直接影响产品能否适用。但是由于锥套的倒角的存在,以至于该尺寸并不能被直接的测量出来,目前的测绘技术并不能直接测绘出需要的锥度起始点的内径尺寸,只能通过其他的一些尺寸推理出该尺寸,但是无法给出确切值。
4、应该注意,上面对技术背景的介绍只是为了方便对本实用新型的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本实用新型的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现思路
1、为了克服现有技术中的缺陷,本实用新型提供了一种油膜轴承锥套的测量工具,以解决上述目前的测量工具不能直接出会出锥度起始点的内径尺寸的问题。
2、本实用新型公开了一种油膜轴承锥套的测量工具,包括
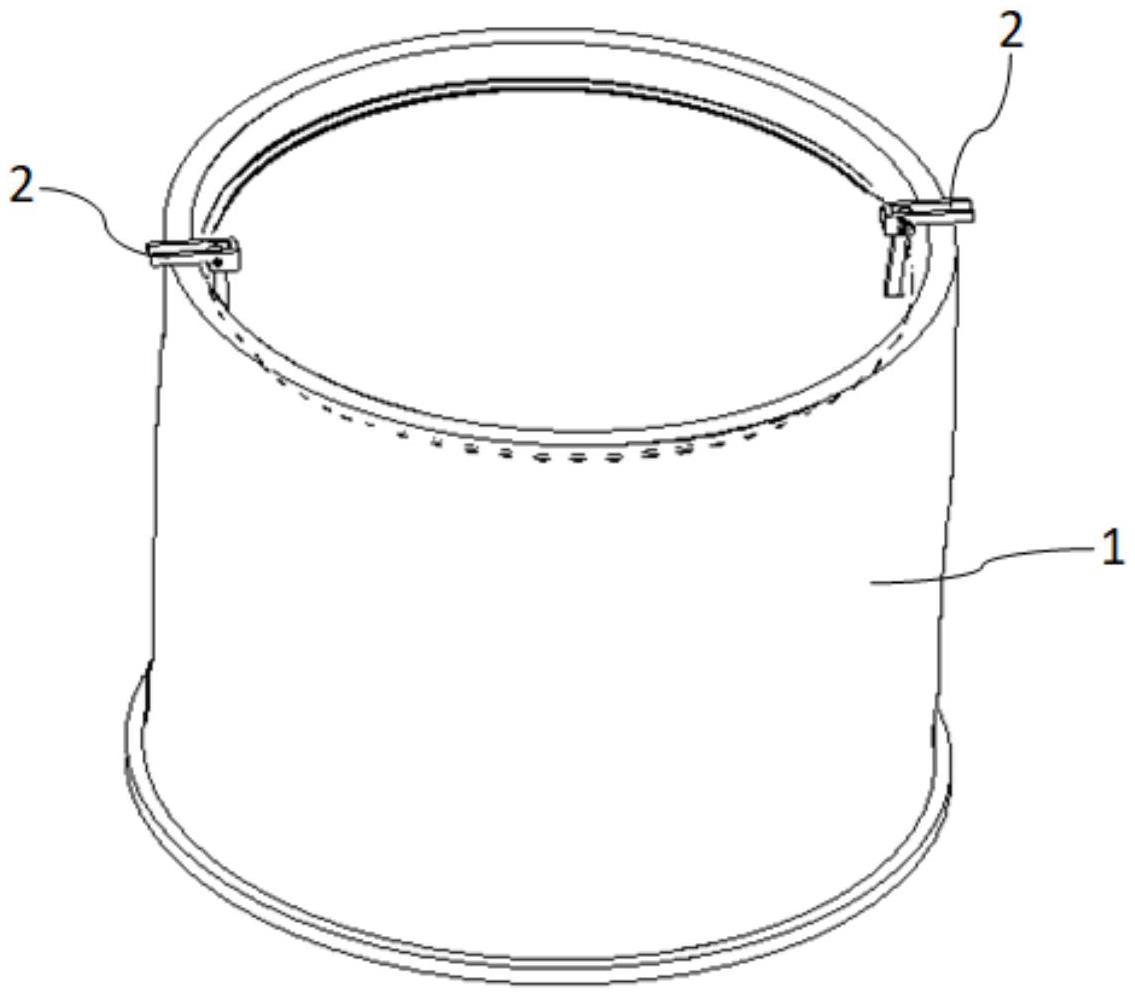
3、两个本体,两个所述本体安装在工件的同一直径的两端;
4、所述本体包括测量部和压板,所述测量部和压板可开拆卸地连接,所述测量部与压板成90°时,所述压板抵接在所述工件上端,所述测量部的侧面抵接至所述工件内圆表面。
5、进一步的,上述的油膜轴承锥套的测量工具,所述测量部和压板均采用磁性材料。
6、进一步的,上述的油膜轴承锥套的测量工具,所述测量部至少一个侧面为弧形面。
7、进一步的,上述的油膜轴承锥套的测量工具,所述测量部有两个相互平行的侧面为平面,两个所述平面通过所述弧形面连接。
8、进一步的,上述的油膜轴承锥套的测量工具,所述压板为“u”型结构。
9、进一步的,上述的油膜轴承锥套的测量工具,所述测量部通过销钉可拆卸地设置在所述压板的u型结构内。
10、进一步的,上述的油膜轴承锥套的测量工具,所述压板的侧端设有测量面,使用内径千分尺测量两个所述测量面之间的距离。
11、进一步的,上述的油膜轴承锥套的测量工具,所述测量部顶端靠近所述工件处设有测量点,使用游标卡尺测量两个所述测量点之间的距离。
12、上述技术方案可以看出,本实用新型具有如下有益效果:
13、本实用新型所述的油膜轴承锥套的测量工具,由于测量工具采用磁性材料的材质,测量工具能够吸附在被测工件的内圆表面上,同时使用两个本实用新型中的测量工具,分别安装在被测工件同一直径的两端,通过该测量工具配合常用的游标卡尺或内径千分尺,即可快速的测绘出轴承锥套的相关尺寸,加上确定的修正值,即可得到锥套内径起始点的内径,而不需要通过其他的尺寸推理出该尺寸,避免误差的累计使得推理出的尺寸与实际值偏离较大。该测量工具结构简单,制作成本低,方便携带,使用方法不复杂,能够针对多种不同规格的工件进行测量。
14、为让本实用新型的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
技术特征:
1.一种油膜轴承锥套的测量工具,其特征在于,包括:
2.根据权利要求1所述的油膜轴承锥套的测量工具,其特征在于,所述测量部和压板均采用磁性材料。
3.根据权利要求1所述的油膜轴承锥套的测量工具,其特征在于,所述测量部至少一个侧面为弧形面。
4.根据权利要求3所述的油膜轴承锥套的测量工具,其特征在于,所述测量部有两个相互平行的侧面为平面,两个所述平面通过所述弧形面连接。
5.根据权利要求1所述的油膜轴承锥套的测量工具,其特征在于,所述压板为“u”型结构。
6.根据权利要求5所述的油膜轴承锥套的测量工具,其特征在于,所述测量部通过销钉可拆卸地设置在所述压板的u型结构内。
7.根据权利要求1所述的油膜轴承锥套的测量工具,其特征在于,所述压板的侧端设有测量面,使用内径千分尺测量两个所述测量面之间的距离。
8.根据权利要求1所述的油膜轴承锥套的测量工具,其特征在于,所述测量部顶端靠近所述工件处设有测量点,使用游标卡尺测量两个所述测量点之间的距离。
技术总结
本技术公开了一种油膜轴承锥套的测量工具,包括两个本体,两个本体安装在工件的同一直径的两端;本体包括测量部和压板,测量部和压板可开拆卸地连接,测量部与压板成90°时,压板抵接在工件上端,测量部的侧面抵接至工件内圆表面,本技术提供的油膜轴承锥套的测量工具,采用磁性材料的材质,能够吸附在被测工件的内圆表面上,同时使用两个测量工具,分别安装在被测工件同一直径的两端,通过该测量工具配合常用的游标卡尺或内径千分尺,即可快速的测绘出轴承锥套的相关尺寸,加上确定的修正值,即可得到锥套内径起始点的内径,而不需要通过其他的尺寸推理出该尺寸,避免误差的累计使得推理出的尺寸与实际值偏离较大。
技术研发人员:周炎
受保护的技术使用者:达涅利冶金设备(中国)有限公司
技术研发日:20230105
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!