一种大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具的制作方法
本技术涉及发动机零部件制造领域,具体是一种大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具。
背景技术:
1、曲轴是发动机内高度旋转的重要部件,在工作过程中会产生一定的振动。曲轴前端锥度通过加装扭转减振器来吸收曲轴扭转振动的能量,以达到衰减扭转振动的目的。若曲轴锥度加工尺寸不合格,则会导致减振器失效,进而导致曲轴扭转断裂,因此,检测曲轴前端锥度基准圆位置度及锥度外圆贴合面是否合格,是曲轴制造过程中一项重要的程序。
技术实现思路
1、针对目前大型曲轴检测手段有限,且检测设备存在较高成本的问题,本实用新型提供了一种大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具,以实现对大型曲轴锥度尺寸的快速、准确检测的目的。
2、为实现上述目的,本实用新型采用如下技术方案:
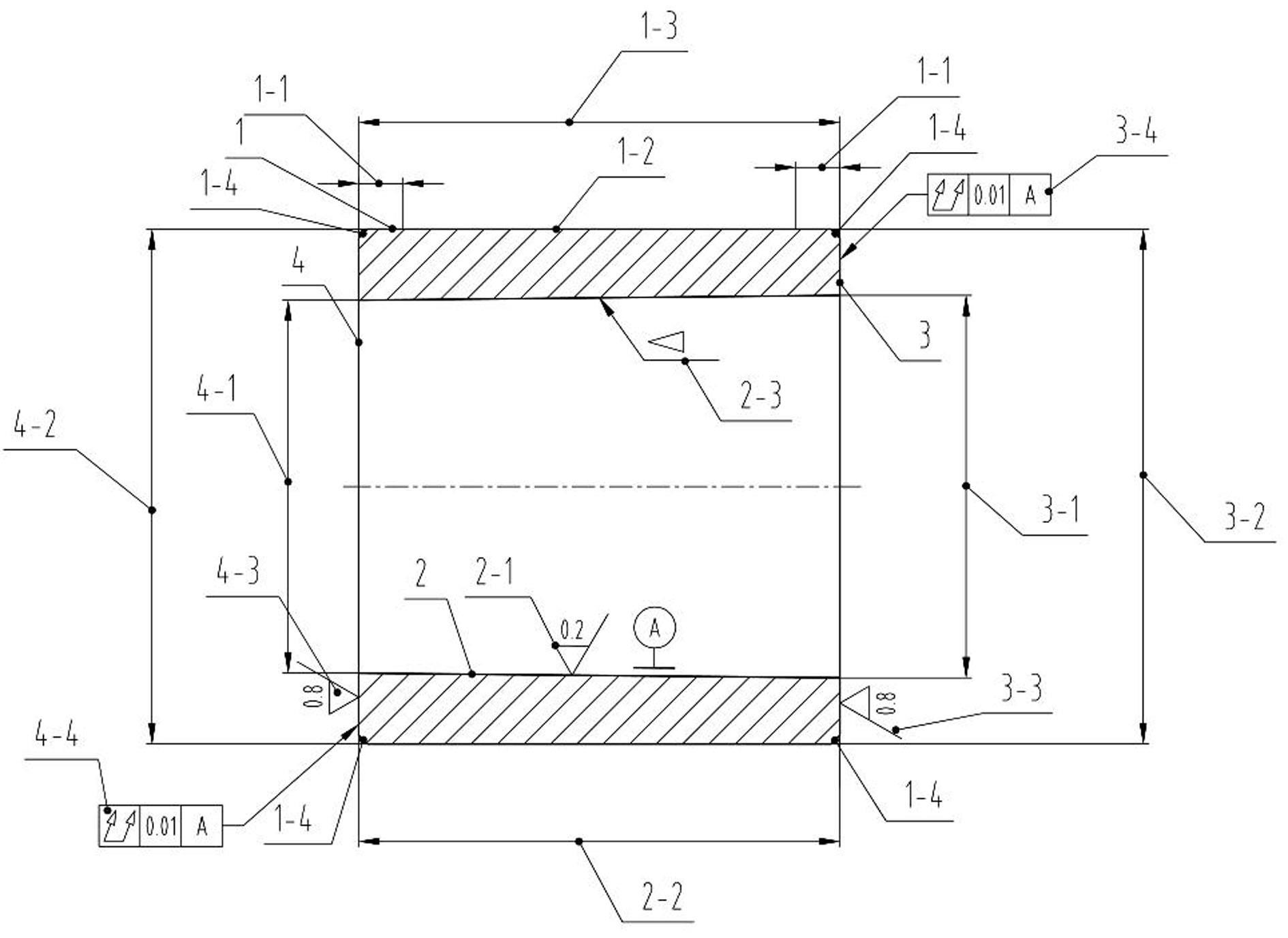
3、一种大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具,包括外圆柱面、内圆锥面、基准圆端面及尾端,其中:
4、所述外圆柱面两端头分别为光滑外圆柱面,中间部分为滚花面,外圆柱面总长超过曲轴端面到锥度基准圆的距离,使其在检测锥度外圆贴合面时能覆盖整个锥度外圆,外圆柱面两端均为倒角;
5、所述内圆锥面的锥度与曲轴为同一锥度,内圆锥面粗糙度小于ra0.2,内圆锥面总长与外圆柱面总长一致;
6、所述基准圆端面的内圆锥面截面圆直径与曲轴锥度基准圆直径相同,该端面的外圆柱面截面圆直径比内圆锥面截面圆直径大;
7、所述尾端的内圆锥面截面圆直径小于曲轴锥度端面截面圆直径,内圆锥面总长与外圆柱面总长一致,且外圆柱面总长超过曲轴端面到锥度基准圆的距离,检具外圆为圆柱面,尾端外圆柱面截面圆直径与基准圆端面的外圆柱面截面圆直径相同,尾端端面粗糙度小于ra0.8;尾端端面全跳动小于0.01a。
8、所述外圆柱面为常规圆柱面,两端10~15mm距离外圆面为光滑外圆柱面,其余外圆柱面部分为滚花面,以增加摩擦力,方便取用及检测时抓握。
9、所述基准圆端面的外圆柱面截面圆直径比内圆锥面截面圆直径大45mm。
10、与现有大型曲轴锥度检测技术相比较,本实用新型锥套检具,结构简单,使用方便。通过卡尺及目视即可判定曲轴锥度基准圆位置尺寸及锥度外圆面轮廓是否符合客户要求,识别正确率及效率高。
技术特征:
1.一种大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具,包括外圆柱面、内圆锥面、基准圆端面及尾端,其特征是:
2.根据权利要求1所述的大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具,其特征是:所述外圆柱面为常规圆柱面,两端10~15mm距离外圆面为光滑外圆柱面,其余外圆柱面部分为滚花面,以增加摩擦力,方便取用及检测时抓握。
3.根据权利要求1所述的大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具,其特征是:所述基准圆端面的外圆柱面截面圆直径比内圆锥面截面圆直径大45mm。
技术总结
本技术公开了一种大型曲轴锥度基准圆位置尺寸和锥度外圆贴合面检具,检具体外部滚花增大摩擦力,检具体内部为与曲轴锥度一致的圆锥面。通过在检具体内部均匀涂抹蓝丹,将件具体套入曲轴锥度区域,轻轻旋转至检具体基准圆位置与曲轴锥度基准圆位置重合,再通过卡尺测量检具体尾端与曲轴端面的距离,判定曲轴锥度基准圆位置是否合格;将检具体取出,通过蓝丹在曲轴锥度外圆面的贴合程度,可判定曲轴锥度外圆轮廓是否合格。该检具结构简单,不需要上检测平台,方便快速操作,对检测人员技能要求较低。通过卡尺及目视即可判定曲轴锥度基准圆位置尺寸及锥度外圆轮廓是否符合客户要求,识别正确率及效率高,适合在大批量工业生产中推广使用。
技术研发人员:覃威威,易丽群,郑奇峰
受保护的技术使用者:桂林福达阿尔芬大型曲轴有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!