一种金相试样镶嵌机的制作方法
本技术涉及金相试样制备设备,尤其涉及一种金相试样镶嵌机。
背景技术:
1、金相试样镶嵌机适用于对不是整形、不易于拿的微小金相试样进行热固性塑料压制,成型后可方便地进行试样磨抛操作,也有利于在金相显微镜下进行显微组织测定。旋转机体外手轮,通过一对伞齿轮带动机体内丝杆使压制试样的下模在模套筒内上下移动,将需要镶嵌的金相试样放置于下模上,再将热固性塑料倒入模套筒内,并将上模放置于模套筒内,利用下模向上及压模向下的压力压制,使得热固性塑料连同镶嵌的金相试样在加热的条件下成型,热压成型需要花费七八分钟的时间,成型后再冷却五分钟左右的时间便可将成型试样取出,由于现有的金相试样镶嵌机(如申请号为202222711815.3中公开的一种高精度的金相试样镶嵌机)只具有一个热压机构,因此在等待成型试样冷却的过程中,镶嵌机的热压机构就不能对下一个金相试样和热固性塑料进行热压成型,这样浪费了大量的时间,会导致镶嵌机工作效率低。
技术实现思路
1、本实用新型的目的在于克服上述技术不足,提出一种金相试样镶嵌机,解决现有技术中由于金相试样镶嵌机只具有一个热压机构,因此在等待成型试样冷却的过程中,镶嵌机的热压机构就不能对下一个金相试样和热固性塑料进行热压成型,这样浪费了大量的时间,会导致镶嵌机工作效率低的技术问题。
2、为达到上述技术目的,本实用新型的技术方案提供一种金相试样镶嵌机,包括:
3、壳体,所述壳体具有一空腔,所述壳体的顶部相对开设有两个与所述空腔连通的料口;
4、模料机构,其包括相对竖直滑动设置于所述空腔内的两个模套筒,所述模套筒的顶部为开口设置,并分别用以与相对应的所述料口连通;
5、压模机构,其包括压模及第一驱动件,所述压模设置于一个所述料口的正上方,所述第一驱动件与所述压模连接,用于驱动所述压模上下移动,以使所述压模进入或者退出所述模套筒;
6、第二驱动件,与两个所述模套筒均连接,用于驱动两个所述模套筒在所述空腔内做往复运动,以使两个所述模套筒依次到达所述压模的正下方;
7、加热件,所述加热件用于对位于所述压模正下方的所述模套筒进行加热。
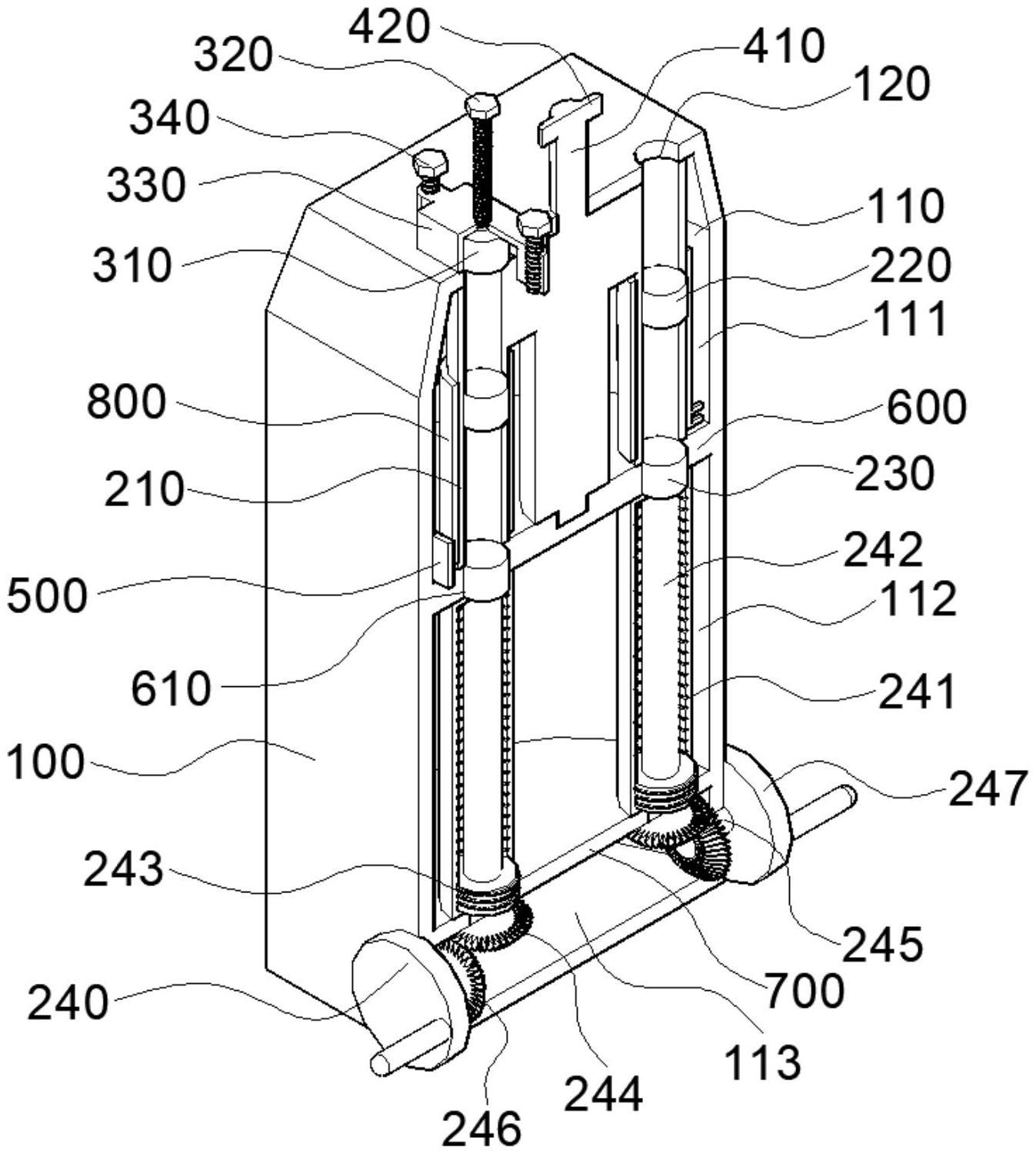
8、进一步的,所述的金相试样镶嵌机,还包括第一隔板及第二隔板,所述第一隔板和所述第二隔板自上而下固定设置于所述空腔内,以将所述空腔自上而下分隔成上压腔、下压腔及收容腔,两个所述模套筒相对滑动设置于所述上压腔内,且所述模套筒的上表面和下表面分别与所述上压腔的顶面和底面密封滑动连接,所述加热件固定设置于所述上压腔内,并位于所述压模的正下方。
9、进一步的,所述第一隔板上相对开设有两个分别与相对应的所述料口相互对应的通口,所述料口和所述通口均为柱状结构,且直径均与所述模套筒的内直径相等。
10、进一步的,所述模套筒的底部为开口设置,并分别用以与相对应的所述通口连通。
11、进一步的,所述模料机构还包括两个上模、两个下模及两个驱动机构,两个所述上模分别用以密封滑动设置于相对应的所述模套筒内,两个所述下模分别密封滑动设置于相对应的所述通口内,两个所述驱动机构分别与相对应的所述下模连接,用于驱动所述下模上下移动,以使所述下模进入或者退出所述模套筒。
12、进一步的,所述驱动机构包括导向套、活动杆、连接轴、从动锥齿轮、转轴、主动锥齿轮及手轮,两个所述导向套相对竖直转动设置于所述下压腔内,并分别与相对应的所述通口相互对应,所述导向套的内表面开设有螺槽,所述活动杆竖直滑动设置于所述导向套内,并可沿着所述导向套的长度方向移动,所活动杆的上端伸出至所述导向套的外部,并与所述下模固定连接,所述连接轴设置于所述导向套内,并固定于所述活动杆的底部,所述连接轴上设置有螺纹,并经由对应的所述螺纹与所述螺槽螺纹连接,所述从动锥齿轮设置于所述收容腔内,并与所述导向套的底部固定连接,所述转轴水平转动设置于所述收容腔内,且所述转轴的一端伸出至所述壳体的外部,所述主动锥齿轮设置于所述收容腔内,并同轴固定于所述转轴上,所述主动锥齿轮与所述从动锥齿轮啮合,所述手轮设置于所述壳体外部,并同轴固定于所述转轴的一端,用于驱动所述转轴转动。
13、进一步的,所述第二驱动件包括驱动杆及两个指向头,所述驱动杆转动设置于所述上压腔内,并与两个所述模套筒固定连接,且所述驱动杆与两个所述模套筒的间距相等,所述驱动杆的上端伸出至所述壳体的外部,两个所述指向头相对固定于所述驱动杆的顶部,并分别与相对应的所述模套筒相互对应。
14、进一步的,所述壳体的外顶部开设有两个第一螺孔,两个所述第一螺孔相对于一个所述料口相对开设。
15、进一步的,所述压模机构还包括封盖槽及两个螺栓,所述封盖槽设置于一个所述料口的正上方,用于所述料口进行封口,所述封盖槽的下表面为开口设置,所述压模设置于所述封盖槽内,所述封盖槽的两侧相对开设有两个第二螺孔,两个所述螺栓分别穿过相对应的所述第二螺孔,并用以伸入相对应的所述第一螺孔,所述螺栓与所述第一螺孔和所述第二螺孔螺接,所述封盖槽的顶部开设有第三螺孔。
16、进一步的,所述第一驱动件为螺杆,所述螺杆的下端穿过所述第三螺孔,并与所述压模固定连接,所述螺杆与所述第三螺孔螺接。
17、与现有技术相比,本实用新型的有益效果包括:在使用时,操控第一驱动件,使得第一驱动件驱动压模向下移动,以使压模进入位于其正下方的模套筒内,当压模对模套筒内的金相试样和热固性塑料进行压制成型的同时,另一模套筒内已经压制成型的成型试样此时正在经历冷却的过程,当成型试样完全冷却后,取出成型试样,并再次将金相试样和热固性塑料沿着料口放入该模套筒内,为下一次热压做好准备,操控第二驱动件,使得第二驱动件驱动两个模套筒在空腔内做往复运动,从而使得两个模套筒依次到达压模的正下方,并依次实现压模对两个模套筒内的金相试样和热固性塑料进行热压成型,从而实现在等待成型试样冷却的过程中,镶嵌机的热压机构可以对下一个金相试样和热固性塑料进行热压成型,既节约了时间,又提高了镶嵌机的工作效率。
技术特征:
1.一种金相试样镶嵌机,其特征在于,包括:
2.根据权利要求1所述的金相试样镶嵌机,其特征在于,还包括第一隔板及第二隔板,所述第一隔板和所述第二隔板自上而下固定设置于所述空腔内,以将所述空腔自上而下分隔成上压腔、下压腔及收容腔,两个所述模套筒相对滑动设置于所述上压腔内,且所述模套筒的上表面和下表面分别与所述上压腔的顶面和底面密封滑动连接,所述加热件固定设置于所述上压腔内,并位于所述压模的正下方。
3.根据权利要求2所述的金相试样镶嵌机,其特征在于,所述第一隔板上相对开设有两个分别与相对应的所述料口相互对应的通口,所述料口和所述通口均为柱状结构,且直径均与所述模套筒的内直径相等。
4.根据权利要求3所述的金相试样镶嵌机,其特征在于,所述模套筒的底部为开口设置,并分别用以与相对应的所述通口连通。
5.根据权利要求4所述的金相试样镶嵌机,其特征在于,所述模料机构还包括两个上模、两个下模及两个驱动机构,两个所述上模分别用以密封滑动设置于相对应的所述模套筒内,两个所述下模分别密封滑动设置于相对应的所述通口内,两个所述驱动机构分别与相对应的所述下模连接,用于驱动所述下模上下移动,以使所述下模进入或者退出所述模套筒。
6.根据权利要求5所述的金相试样镶嵌机,其特征在于,所述驱动机构包括导向套、活动杆、连接轴、从动锥齿轮、转轴、主动锥齿轮及手轮,两个所述导向套相对竖直转动设置于所述下压腔内,并分别与相对应的所述通口相互对应,所述导向套的内表面开设有螺槽,所述活动杆竖直滑动设置于所述导向套内,并可沿着所述导向套的长度方向移动,所活动杆的上端伸出至所述导向套的外部,并与所述下模固定连接,所述连接轴设置于所述导向套内,并固定于所述活动杆的底部,所述连接轴上设置有螺纹,并经由对应的所述螺纹与所述螺槽螺纹连接,所述从动锥齿轮设置于所述收容腔内,并与所述导向套的底部固定连接,所述转轴水平转动设置于所述收容腔内,且所述转轴的一端伸出至所述壳体的外部,所述主动锥齿轮设置于所述收容腔内,并同轴固定于所述转轴上,所述主动锥齿轮与所述从动锥齿轮啮合,所述手轮设置于所述壳体外部,并同轴固定于所述转轴的一端,用于驱动所述转轴转动。
7.根据权利要求2所述的金相试样镶嵌机,其特征在于,所述第二驱动件包括驱动杆及两个指向头,所述驱动杆转动设置于所述上压腔内,并与两个所述模套筒固定连接,且所述驱动杆与两个所述模套筒的间距相等,所述驱动杆的上端伸出至所述壳体的外部,两个所述指向头相对固定于所述驱动杆的顶部,并分别与相对应的所述模套筒相互对应。
8.根据权利要求1所述的金相试样镶嵌机,其特征在于,所述壳体的外顶部开设有两个第一螺孔,两个所述第一螺孔相对于一个所述料口相对开设。
9.根据权利要求8所述的金相试样镶嵌机,其特征在于,所述压模机构还包括封盖槽及两个螺栓,所述封盖槽设置于一个所述料口的正上方,用于所述料口进行封口,所述封盖槽的下表面为开口设置,所述压模设置于所述封盖槽内,所述封盖槽的两侧相对开设有两个第二螺孔,两个所述螺栓分别穿过相对应的所述第二螺孔,并用以伸入相对应的所述第一螺孔,所述螺栓与所述第一螺孔和所述第二螺孔螺接,所述封盖槽的顶部开设有第三螺孔。
10.根据权利要求9所述的金相试样镶嵌机,其特征在于,所述第一驱动件为螺杆,所述螺杆的下端穿过所述第三螺孔,并与所述压模固定连接,所述螺杆与所述第三螺孔螺接。
技术总结
本技术公开了一种金相试样镶嵌机,其包括壳体、模料机构、压模机构、第二驱动件及加热件,所述壳体具有一空腔,所述壳体的顶部相对开设有两个与所述空腔连通的料口;所述模料机构包括相对竖直滑动设置于所述空腔内的两个模套筒,所述模套筒的顶部为开口设置,并分别用以与相对应的所述料口连通;所述压模机构包括压模及第一驱动件,所述压模设置于一个所述料口的正上方,所述第一驱动件与所述压模连接,用于驱动所述压模上下移动。本技术的有益效果是:在等待成型试样冷却的过程中,镶嵌机的热压机构可以对下一个金相试样和热固性塑料进行热压成型,既节约了时间,又提高了镶嵌机的工作效率。
技术研发人员:石余兵,陈睿
受保护的技术使用者:襄阳美均机械技术检测有限公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!