涂布检测装置的制作方法
本技术涉及新能源电池,特别涉及一种涂布检测装置。
背景技术:
1、随着新能源汽车生产厂家越来越多,各个厂家间成本竞争提上了日程,采用低成本的汽车电池成为了一个首选问题,许多厂家选择自行生产组装电池,但在生产工艺技术开发程度不高,很多作业依然采用人工作业,造成生产成本高。
2、在现有技术中,汽车部件,例如电池下壳进行ubc涂布后,其质检还是使用人工检查的方式,由于ubc涂布品质检查要求高,作业者需要进行培训熟悉才能独立完成作业,导致用人成本增加;且培训周期长,影响产品的正常生产效率,且人工检测存在误判风险,导致产品质量问题得不到稳定保障。
技术实现思路
1、本实用新型的主要目的是提供一种涂布检测装置,旨在解决现有技术中ubc涂布后,采用人工检查的方式导致用人成本增加,生产效率降低,产品质量无法保障的技术问题。
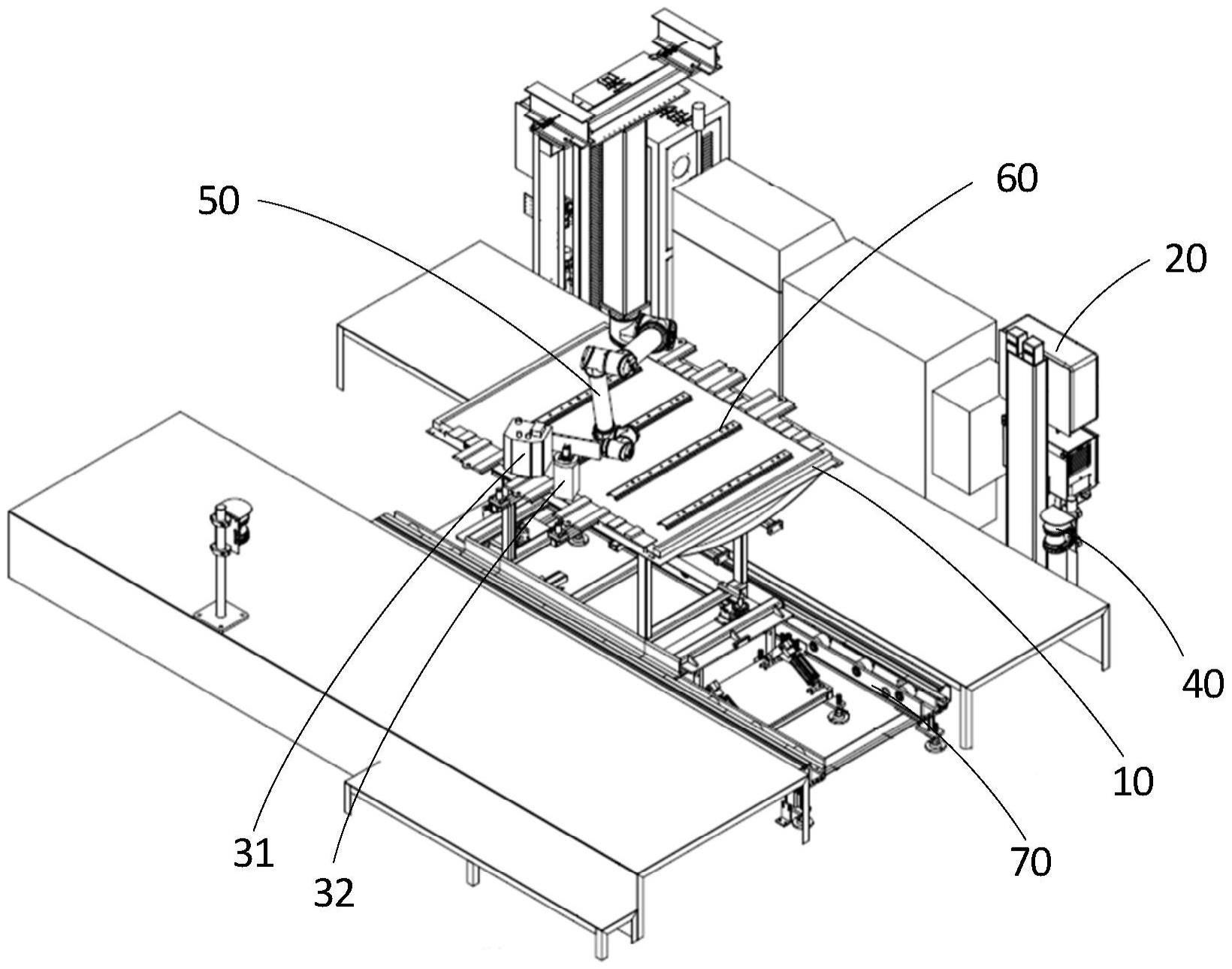
2、为实现上述目的,本实用新型提出一种涂布检测装置,所述涂布检测装置包括:
3、工作台,所述工作台用于放置待测工件;
4、第一检测件,所述第一检测件设置在所述工作台上方,所述第一检测件用于检测所述待测工件在所述工作台上的位置信息;
5、控制器,所述控制器与所述第一检测件电连接,所述控制器用于接收所述位置信息;
6、第二检测件,所述第二检测件设置在所述工作台上方,所述第二检测件与所述控制器电连接;
7、所述控制器用于根据所述位置信息控制所述第二检测件检测所述待测工件的加工状态,所述控制器还用于接收所述加工状态,并根据所述加工状态输出检测结果。
8、可选地,所述控制器包括:
9、计算模块,所述计算模块用于计算所述位置信息与预设位置的偏差值,并根据所述偏差值计算检测位置;
10、控制模块,所述控制模块用于接收所述检测位置,并控制所述第二检测件移动至所述检测位置检测所述加工状态。
11、可选地,所述控制器还包括判断模块,所述判断模块用于判断所述加工状态是否与预设状态一致,并将判断结果发送至所述控制模块;
12、所述控制模块还用于根据所述判断结果输出所述检测结果。
13、可选地,所述控制模块用于当所述判断结果为所述加工状态与所述预设状态一致时,输出所述检测结果为正常;当所述判断结果为所述加工状态与所述预设状态不一致时,输出所述检测结果为异常。
14、可选地,所述加工状态包括涂布面积、涂布形状、涂布厚度中的一种或多种。
15、可选地,所述涂布检测装置还包括报警模块,所述报警模块与所述控制器电连接;
16、所述报警模块用于接收所述检测结果,并根据所述检测结果进行报警提示。
17、可选地,所述涂布检测装置还包括识别装置,所述识别装置设置在所述工作台上,所述识别装置用于检测所述待测工件的身份信息;
18、所述控制器与所述识别装置电连接,所述控制器用于接收所述身份信息,并确定所述身份信息是否正确。
19、可选地,所述第一检测件用于采集所述待测工件的第一图像信息,所述第二检测件用于采集所述待测工件的第二图像信息;
20、所述控制器还包括处理模块,所述处理模块与用于接收所述第一图像信息,并根据所述第一图像信息获取所述位置信息;所述处理模块还用于接收所述第二图像信息,并根据所述第二图像信息获取所述加工状态。
21、可选地,所述涂布检测装置还包括机械臂,所述机械臂可移动设置在所述工作台上方,所述第一检测件及所述第二检测件设置在所述机械臂上。
22、可选地,所述第一检测件和/或所述第二检测件为ccd相机。
23、本实用新型技术方案在所述第一检测件和所述第二检测件的配合下,通过所述控制器对所采集到的信息分析处理,从而获取待测工件是否符合生产要求,实现对待测工件的自动检测,提高所述涂布检测装置的自动化程度以及检测效率,无需人工干预降低用人成本。
技术特征:
1.一种涂布检测装置,其特征在于,所述涂布检测装置包括:
2.根据权利要求1所述的涂布检测装置,其特征在于,所述控制器包括:
3.根据权利要求2所述的涂布检测装置,其特征在于,所述控制器还包括判断模块,所述判断模块用于判断所述加工状态是否与预设状态一致,并将判断结果发送至所述控制模块;
4.根据权利要求3所述的涂布检测装置,其特征在于,所述控制模块用于当所述判断结果为所述加工状态与所述预设状态一致时,输出所述检测结果为正常;当所述判断结果为所述加工状态与所述预设状态不一致时,输出所述检测结果为异常。
5.根据权利要求4所述的涂布检测装置,其特征在于,所述加工状态包括涂布面积、涂布形状、涂布厚度中的一种或多种。
6.根据权利要求1~5中任一项所述的涂布检测装置,其特征在于,所述涂布检测装置还包括报警模块,所述报警模块与所述控制器电连接;
7.根据权利要求1~5中任一项所述的涂布检测装置,其特征在于,所述涂布检测装置还包括识别装置,所述识别装置设置在所述工作台上,所述识别装置用于检测所述待测工件的身份信息;
8.根据权利要求1~5中任一项所述的涂布检测装置,其特征在于,所述第一检测件用于采集所述待测工件的第一图像信息,所述第二检测件用于采集所述待测工件的第二图像信息;
9.根据权利要求8所述的涂布检测装置,其特征在于,所述涂布检测装置还包括机械臂,所述机械臂可移动设置在所述工作台上方,所述第一检测件及所述第二检测件设置在所述机械臂上。
10.根据权利要求8所述的涂布检测装置,其特征在于,所述第一检测件和/或所述第二检测件为ccd相机。
技术总结
本技术提供了一种涂布检测装置,涂布检测装置包括工作台、第一检测件、控制器及第二检测件,工作台用于放置待测工件;第一检测件设置在工作台上方,第一检测件用于检测待测工件在工作台上的位置信息;控制器与第一检测件电连接,控制器用于接收位置信息;第二检测件设置在工作台上方,第二检测件与控制器电连接;控制器用于根据位置信息控制第二检测件检测待测工件的加工状态,控制器还用于接收加工状态,并根据加工状态输出检测结果。本技术实现对待测工件的自动检测,提高涂布检测装置的自动化程度以及检测效率,无需人工干预降低用人成本。
技术研发人员:赖龙达,陈晓亮,李浩强,廖锦焕
受保护的技术使用者:广汽丰田汽车有限公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!