一种籽晶形态检测工装及系统的制作方法
本技术涉及籽晶检测,具体涉及一种籽晶形态检测工装及系统。
背景技术:
1、目前,通常使用cz法(直拉单晶制造法)制备单晶硅,使用cz法(直拉单晶制造法)制备单晶硅的基本流程为将多晶体硅料经加热熔化,待温度合适后,将原生籽晶浸入熔化的硅熔液中,再经过熔接、引晶、放肩、转肩、等径、收尾等步骤,完成一根单晶硅棒的拉制,现在市场上占主导地位的硅片为m10及g12硅片,对应需拉制的单晶硅圆棒直径分别为252mm、300mm,为了提高单晶硅的产量,各单晶硅制造企业的投料量越来越大,最高投料量达900kg/埚,拉制的单晶硅棒的棒长最高可达5000mm以上,单晶硅棒的重量可达800kg以上,这对原生籽晶的承重能力要求提出了更高的要求。
2、在单晶生产过程中,由于原生籽晶断裂导致掉棒的事故时有发生,而籽晶断裂掉棒大多是由于籽晶的形态,尤其是籽晶的锥度制造误差较大,籽晶与石墨夹头锥度不匹配,籽晶局部受力过大所导致的,因此,检测籽晶的形态是否满足单晶硅的生产需求是十分必要的。
技术实现思路
1、本实用新型的目的在于提供了一种籽晶形态检测工装及系统,用以检测籽晶的形态是否满足单晶硅的生产需求。
2、为解决上述技术问题,本实用新型采用了以下方案:
3、一方面,一种籽晶形态检测工装,包括籽晶安置座,所述籽晶安置座上设置有籽晶形态对比槽,所述籽晶形态对比槽的侧壁与标准籽晶的侧壁适配,所述籽晶形态对比槽沿其轴向的长度与标准籽晶沿其轴向的长度一致,待检测籽晶安装在籽晶形态对比槽内。
4、进一步的,所述标准籽晶包括与籽晶图纸所示的籽晶形态一致的籽晶,所述待检测籽晶包括需要进行形态检测的籽晶。
5、进一步的,所述标准籽晶包括粗径部、细径部和连接粗径部与细径部的圆台状的连接部,所述籽晶安置槽包括与粗径部适配的第一槽体、与细径部适配的第二槽体和与连接部适配的第三槽体。
6、进一步的,还包括紫外线灯,所述籽晶形态对比槽的侧壁上铺设有荧光层。
7、进一步的,所述籽晶安置座的材料为不锈钢。
8、另一方面,一种籽晶形态检测系统,包括待检测籽晶和上述方案中任意一项所述的籽晶形态检测工装,所述籽晶形态检测工装上的籽晶形态对比槽内安装有待检测籽晶。
9、本实用新型具有的有益效果:
10、1、本实用新型中,通过在籽晶安装座上设置籽晶形态对比槽,且所述籽晶形态对比槽的侧壁与标准籽晶的侧壁适配,所述籽晶形态对比槽沿其轴向的长度与标准籽晶沿其轴向的长度一致,将待检测籽晶安装在籽晶形态对比槽内,对比待检测籽晶的侧壁和长度与籽晶形态对比槽的侧壁和长度是否适配,若适配,则待检测籽晶的形态满足单晶硅的生产需求,若不适配,则待检测籽晶的形态不满足单晶硅的生产需求。
11、2、通过设置紫外线灯,并在籽晶形态对比槽内铺设荧光层,将待检测籽晶安装在籽晶形态对比槽内后,使用紫外线灯向荧光层进行照射,若待检测籽晶与籽晶形态对比槽完全适配,则紫外线灯无法照射到荧光层,荧光层便不会发光,若待检测籽晶与籽晶形态对比槽并未完全适配,则紫外线灯会照射到一部分荧光层,荧光层上被照射的部分便会发光,可通过荧光层上是否有发光部分来判断待检测籽晶是否满足单晶硅的生产需求。
技术特征:
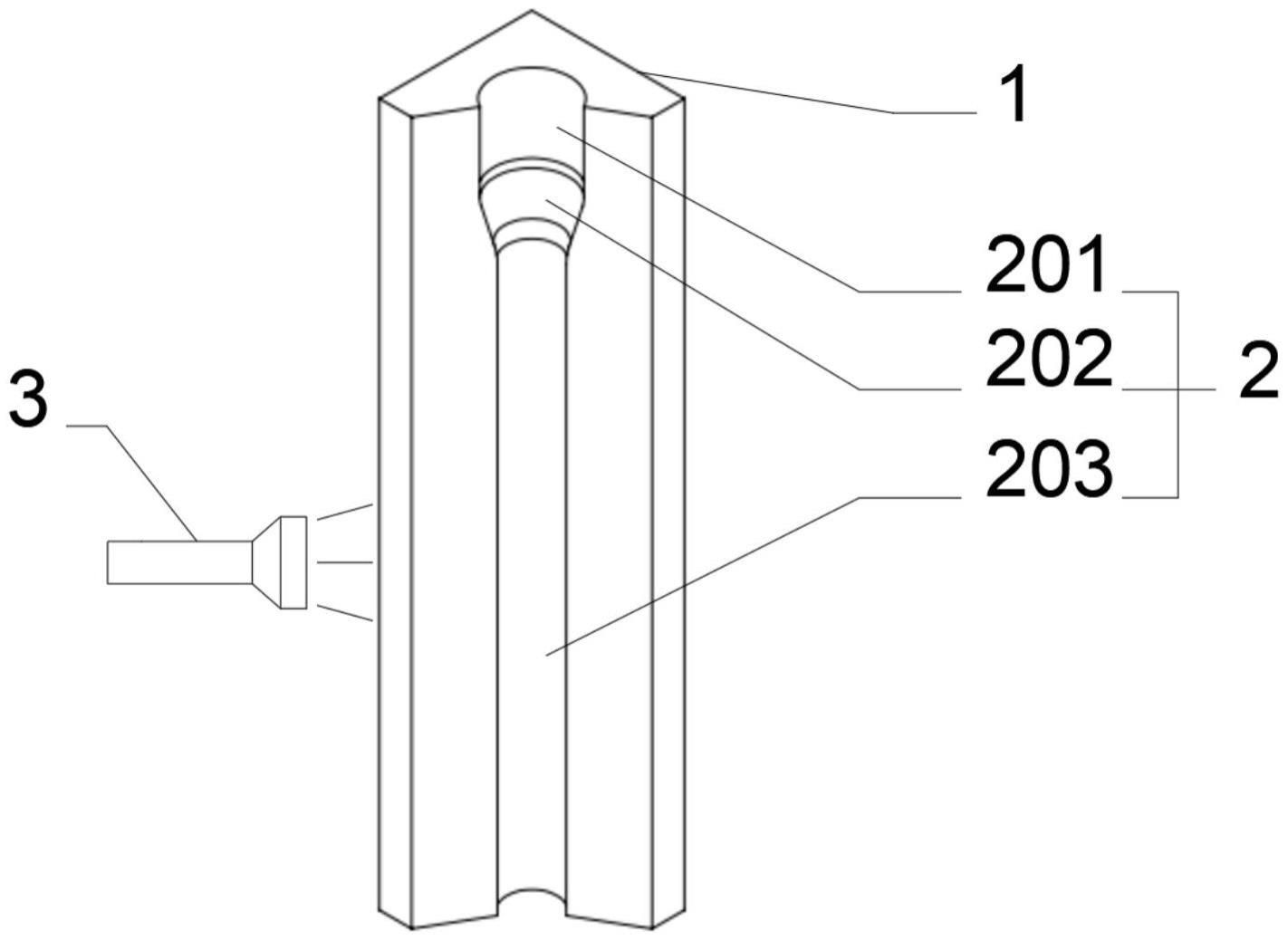
1.一种籽晶形态检测工装,其特征在于,包括籽晶安置座(1),所述籽晶安置座(1)上设置有籽晶形态对比槽(2),所述籽晶形态对比槽(2)的侧壁与标准籽晶的侧壁适配,所述籽晶形态对比槽(2)沿其轴向的长度与标准籽晶沿其轴向的长度一致,待检测籽晶(4)安装在籽晶形态对比槽(2)内。
2.根据权利要求1所述的一种籽晶形态检测工装,其特征在于,所述标准籽晶包括与籽晶图纸所示的籽晶形态一致的籽晶,所述待检测籽晶(4)包括需要进行形态检测的籽晶。
3.根据权利要求1所述的一种籽晶形态检测工装,其特征在于,所述标准籽晶包括粗径部、细径部和连接粗径部与细径部的圆台状的连接部,所述籽晶安置槽包括与粗径部适配的第一槽体(201)、与细径部适配的第二槽体(203)和与连接部适配的第三槽体(202)。
4.根据权利要求1所述的一种籽晶形态检测工装,其特征在于,还包括紫外线灯(3),所述籽晶形态对比槽(2)的侧壁上铺设有荧光层。
5.根据权利要求1所述的一种籽晶形态检测工装,其特征在于,所述籽晶安置座(1)的材料为不锈钢。
6.一种籽晶形态检测系统,其特征在于,包括待检测籽晶(4)和权利要求1-5中任意一项所述的籽晶形态检测工装,所述籽晶形态检测工装上的籽晶形态对比槽(2)内安装有待检测籽晶(4)。
技术总结
本技术涉及籽晶检测技术领域,公开了一种籽晶形态检测工装及系统,其中籽晶形态检测工装,包括籽晶安置座,籽晶安置座上设置有籽晶形态对比槽,籽晶形态对比槽的侧壁与标准籽晶的侧壁适配,籽晶形态对比槽沿其轴向的长度与标准籽晶沿其轴向的长度一致,待检测籽晶安装在籽晶形态对比槽内;籽晶形态检测系统,包括待检测籽晶和籽晶形态检测工装。本技术能够检测籽晶的形态是否满足单晶硅的生产需求。
技术研发人员:曾宏强,关树军,洪华,路建华,龚小伦
受保护的技术使用者:乐山市京运通新材料科技有限公司
技术研发日:20230309
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!