一种凸焊螺母防漏防错快速检测工装的制作方法
本技术涉及汽车工件制造,尤其涉及一种凸焊螺母防漏防错快速检测工装。
背景技术:
1、汽车工件制品大多是由若干零散部件组合焊接完成,每个零部件上又存在若干个凸焊螺母和凸焊螺钉,现如今的检测手段基本是靠人工目视检查,来检测凸焊螺母和凸焊螺钉有没有漏焊。
2、对于上述现有技术手段,人为检测存在人为主观上漏检、人工技能不足、作业环境不良、检测工时较长等多方面弊端,其检测效率低,容易漏检而导致质量检测的失误,检测正确率不稳定,工作效率低,针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、有鉴于此,有必要提供一种凸焊螺母防漏防错快速检测工装,解决现有技术中凸焊螺母人为检测效率低且容易漏检的技术问题。
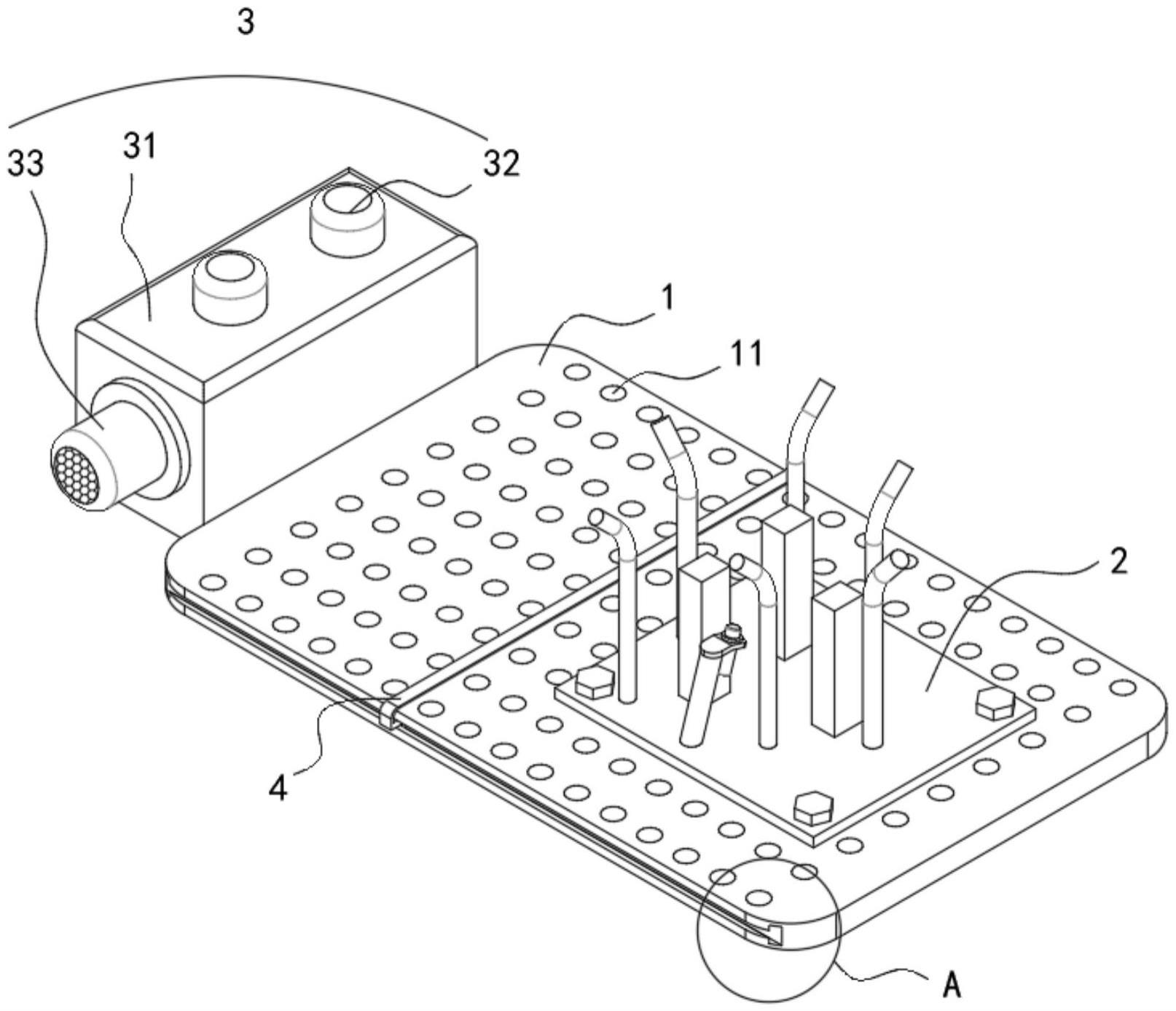
2、为达到上述技术目的,本实用新型的技术方案提供一种凸焊螺母防漏防错快速检测工装,包括:
3、基板;
4、检测组件,所述检测组件设置在所述基板的顶部,所述检测组件包括若干个电子感应组件、若干个支撑柱和若干个导向柱,若干个所述支撑柱用于对支撑工件平放,若干个所述导向柱用于对工件导向至正确放置位置,所述电子感应组件用于正对工件需要检测的位置进行检测;
5、警报组件,所述警报组件设置在所述基板的一侧,所述警报组件用于以声光来反应工件是否合格。
6、进一步的,所述基板的顶部呈阵列分布的开设有若干个定位洞。
7、进一步的,所述检测组件还包括底板和定位件,所述定位件设置在所述底板上,所述定位件的数量为四个,且四个所述定位件分别插入至相对应的所述定位洞中。
8、进一步的,所述支撑柱和所述导向柱均固定在所述底板的顶部。
9、进一步的,所述电子感应组件包括支架和电子感应器,所述支架固定在所述底板的顶部,所述电子感应器插接在所述支架上。
10、进一步的,所述导向柱包括柱体和弯杆,所述柱体与所述底板固定,所述弯杆固定在所述柱体顶端。
11、进一步的,所述定位件包括螺栓和螺母,所述螺栓与所述定位洞插接,所述螺母与所述螺栓螺纹连接。
12、进一步的,所述警报组件包括控制箱、警示灯和蜂鸣器,所述控制箱固定安装在所述基板上,所述警示灯的数量为两个,两个所述警示灯均固定安装在所述控制箱顶部,所述蜂鸣器固定安装在控制箱上。
13、进一步的,所述基板的前侧和后侧开设有与左侧和右侧均贯通的t形槽,两个所述t形槽的内侧之间滑动连接有绑线组件。
14、进一步的,所述绑线组件包括t形块和弹性带,所述t形块的数量为两个,两个所述t形块分别与两个所述t形槽滑动连接,所述弹性带固定在两个所述t形块的顶部之间。
15、与现有技术相比,本实用新型的有益效果:通过基板、检测组件和警报组件的配合,以机械检测手段替代传统人工检测手段,同时检测工件上所有需要检测的螺母,提升了检测效率,降低了人工负荷,直观且客观反馈检测结果,降低了人为主观上失误和错误造成的不合格品,降低了制造成本和管理成本。
技术特征:
1.一种凸焊螺母防漏防错快速检测工装,其特征在于,包括:
2.根据权利要求1所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述基板的顶部呈阵列分布的开设有若干个定位洞。
3.根据权利要求2所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述检测组件还包括底板和定位件,所述定位件设置在所述底板上,所述定位件的数量为四个,且四个所述定位件分别插入至相对应的所述定位洞中。
4.根据权利要求3所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述支撑柱和所述导向柱均固定在所述底板的顶部。
5.根据权利要求4所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述电子感应组件包括支架和电子感应器,所述支架固定在所述底板的顶部,所述电子感应器插接在所述支架上。
6.根据权利要求5所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述导向柱包括柱体和弯杆,所述柱体与所述底板固定,所述弯杆固定在所述柱体顶端。
7.根据权利要求6所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述定位件包括螺栓和螺母,所述螺栓与所述定位洞插接,所述螺母与所述螺栓螺纹连接。
8.根据权利要求7所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述警报组件包括控制箱、警示灯和蜂鸣器,所述控制箱固定安装在所述基板上,所述警示灯的数量为两个,两个所述警示灯均固定安装在所述控制箱顶部,所述蜂鸣器固定安装在控制箱上。
9.根据权利要求8所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述基板的前侧和后侧开设有与左侧和右侧均贯通的t形槽,两个所述t形槽的内侧之间滑动连接有绑线组件。
10.根据权利要求9所述的凸焊螺母防漏防错快速检测工装,其特征在于,所述绑线组件包括t形块和弹性带,所述t形块的数量为两个,两个所述t形块分别与两个所述t形槽滑动连接,所述弹性带固定在两个所述t形块的顶部之间。
技术总结
本技术的技术方案提供一种凸焊螺母防漏防错快速检测工装,包括:基板、检测组件和警报组件;所述检测组件设置在所述基板的顶部,所述检测组件包括若干个电子感应组件、若干个支撑柱和若干个导向柱,若干个所述支撑柱用于对支撑工件平放,若干个所述导向柱用于对工件导向至正确放置位置,所述电子感应组件用于正对工件需要检测的位置进行检测。本技术通过基板、检测组件和警报组件的配合,以机械检测手段替代传统人工检测手段,同时检测工件上所有需要检测的螺母,提升了检测效率,降低了人工负荷,直观且客观反馈检测结果,降低了人为主观上失误和错误造成的不合格品,降低了制造成本和管理成本。
技术研发人员:梁超,袁红超,张颖,李雄志,熊玮,刘鹏飞
受保护的技术使用者:东实(武汉)汽车零部件有限公司
技术研发日:20230309
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!