一种型板打孔预测用的测量标尺的制作方法
本技术主要涉及汽车夹具的,具体为一种型板打孔预测用的测量标尺。
背景技术:
1、汽车车身的装配生产过程中,为了保证产品质量、提高劳动生产率和减轻劳动强度,经常使用一些用以夹持并确定工件位置的工具和装置来完成装配和焊接工作,保证焊件焊后能获得正确的几何形状和尺寸,特别是车身的门窗等孔洞的尺寸和形状,在装配时,夹具必须使被装配的零件或部件获得正确的位置和可靠的夹紧,并且在焊接时能阻止焊件产生变形。
2、在日系夹具的型板机构中,若要对夹具型板加工附图4中的图示孔的时候,需要考虑到加工能力的问题,判断此型板是否能打孔,如果进刀方向同箭头所示的话,加工后的孔半径满足如下对照表(结合图3)的情况:
3、若:2mm<w≤20 h≤75mm
4、若:20mm<w≤30mm h≤180mm
5、若:30mm<w≤65mm h≤230mm
6、若:65mm<w≤180mm h≤380mn
7、若:180mm<w h≤600mn
8、然而目前判断型板能否打孔,全凭工作人员的经验,不能做到很好的预测判断,也不能准确的判断型板某个位置是否可以打孔,满足打孔的要求,在打孔后,若比照对照表,打孔刀造成的孔径尺寸不合理,则会对型板的结构造成影响,造成型板的浪费。
技术实现思路
1、本实用新型技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案,具体地本实用新型主要提供了一种型板打孔预测用的测量标尺,用以解决上述背景技术中提出的在打孔前,无法提前判断打孔位置所开的孔,是否在满足对照表的要求,只有在开孔后才能知道此型板是否能打孔的技术问题。
2、本实用新型解决上述技术问题采用的技术方案为:
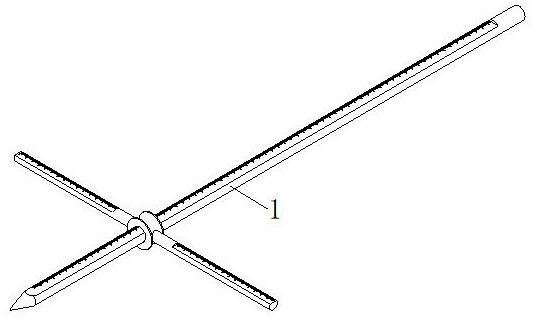
3、一种型板打孔预测用的测量标尺,包括标尺预测机构,所述标尺预测机构包括主尺,所述主尺的前端为尖端,所述主尺上活动连接有套筒,且所述套筒上设置有两个副尺。
4、进一步的,所述主尺上设置有第一平面部,且所述第一平面部的刻度上设置有第一防水耐磨涂层。
5、进一步的,每个所述副尺上均设置有第二平面部,且每个所述第二平面部的刻度上均设置有第二防水耐磨涂层。
6、进一步的,两个所述副尺一端均与套筒上的螺纹孔之间呈啮合连接。
7、与现有技术相比,本实用新型的有益效果为:
8、本实用新型通过设置的主尺、套筒和副尺,实现了在型板打孔之前,就可以提前判断该型板的某个位置是否满足打孔的尺寸,由标尺预测刀头所造成孔径的大小,经由对照表比对,达到提前预测的目的,相比于传统的倚靠工作人员经验判断,更加准确可靠,避免了在打孔后,不符合标准,影响型板自身结构性质,造成型板的浪费,并且两个副尺通过螺纹就可安装在套筒上,结构简单,方便操作,具有一定的实用价值。
9、以下将结合附图与具体的实施例对本实用新型进行详细的解释说明。
技术特征:
1.一种型板打孔预测用的测量标尺,包括标尺预测机构(1),其特征在于,所述标尺预测机构(1)包括主尺(11),所述主尺(11)的前端为尖端,所述主尺(11)上活动连接有套筒(12),且所述套筒(12)上设置有两个副尺(13)。
2.根据权利要求1所述的一种型板打孔预测用的测量标尺,其特征在于,所述主尺(11)上设置有第一平面部(111),且所述第一平面部(111)的刻度上设置有第一防水耐磨涂层(14)。
3.根据权利要求1所述的一种型板打孔预测用的测量标尺,其特征在于,每个所述副尺(13)上均设置有第二平面部(131),且每个所述第二平面部(131)的刻度上均设置有第二防水耐磨涂层(15)。
4.根据权利要求3所述的一种型板打孔预测用的测量标尺,其特征在于,两个所述副尺(13)一端均与套筒(12)上的螺纹孔之间呈啮合连接。
技术总结
本技术提供了一种型板打孔预测用的测量标尺,属于汽车夹具的技术领域,包括标尺预测机构,标尺预测机构包括主尺,主尺的前端为尖端,主尺上活动连接有套筒,且套筒上设置有两个副尺,通过本技术,实现了在型板打孔之前,就可以提前判断该型板的某个位置是否满足打孔的尺寸,由标尺预测刀头所造成孔径的大小,经由对照表比对,达到提前预测的目的,相比于传统的倚靠工作人员经验判断,更加准确可靠,避免了在打孔后,不符合标准,影响型板自身结构性质,造成型板的浪费。
技术研发人员:许超越,周其虎,刘静金,慈焕焕
受保护的技术使用者:安徽埃特智能装备有限公司
技术研发日:20230323
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!