轴承钢丝生产用质量检测工具的制作方法
本技术涉及检测工具领域,具体为轴承钢丝生产用质量检测工具。
背景技术:
1、钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品,配合轴承进行使用的即为轴承钢丝,在使用过程中往往需要对钢丝受力压覆,为了使钢丝达到使用的受力标准则需要对生产后的钢丝进行受力检测。
2、专利号cn215727337u公布了一种钢丝绳强度检测装置,该检测装置通过下检测板、检测环、上检测板和检测钩的配合,能够同时对多个钢丝绳进行强度检测,提高工作人员对钢丝绳的检测效率,通过检测机体和液压缸的配合,能够对不同强度的钢丝绳进行检测,提高检测效率,提高钢丝绳的质量,通过防护罩能够对检测机体进行保护,延迟检测机体的使用寿命。
3、上述检测工具有些不足之处:上述的检测工具通过挂钩的方式对钢丝进行固定,而刚生产的钢丝表面不具有挂钩能力,则需要使用外接挂钩组件对钢丝端头进行夹持后,在将挂钩组件挂装在检测挂钩上才能进行检测操作,给检测过程增加操作过程,在实际使用过程中对轴承钢丝拉拽点的受力宽度不同,则受力程度不同,而上述检测装置对钢丝拉拽过程中的受力宽度无法改变,则只能针对同一种受力宽度的情况进行检测,增加了检测的局限性。
技术实现思路
1、本实用新型的目的在于提供轴承钢丝生产用质量检测工具,用于解决上述的检测工具通过挂钩的方式对钢丝进行固定,而刚生产的钢丝表面不具有挂钩能力,则需要使用外接挂钩组件对钢丝端头进行夹持后,在将挂钩组件挂装在检测挂钩上才能进行检测操作,给检测过程增加操作过程,在实际使用过程中对轴承钢丝拉拽点的受力宽度不同,则受力程度不同,而上述检测装置对钢丝拉拽过程中的受力宽度无法改变,则只能针对同一种受力宽度的情况进行检测,增加了检测局限性的问题。
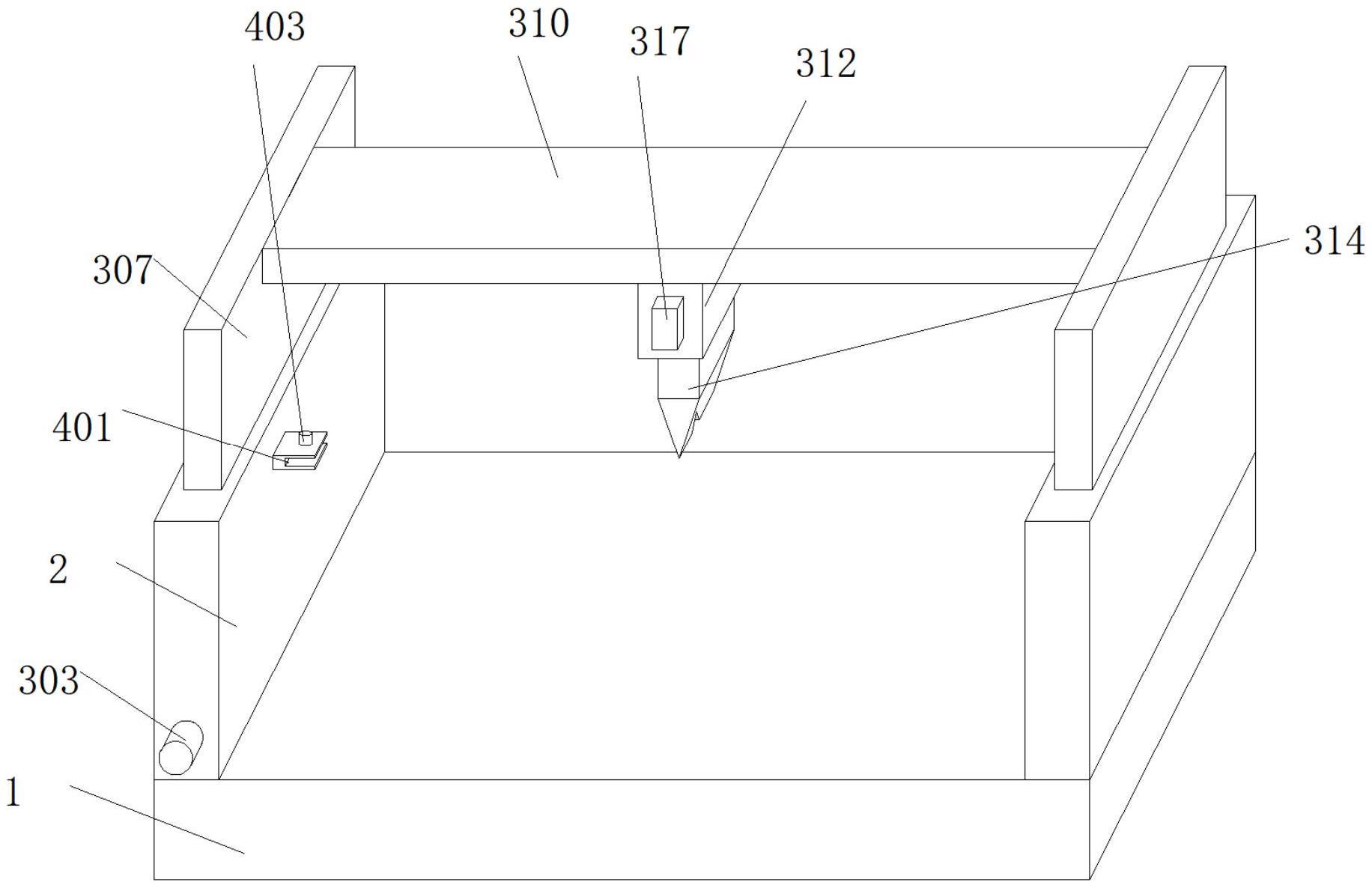
2、因此,本实用新型给出了轴承钢丝生产用质量检测工具,包括底座、下压机构和锁定机构,所述底座上侧两端对称安装有立板,所述立板上侧设置有用于对轴承钢丝生产过程中进行不同标准检测的下压机构,所述立板横向外壁设置对被检测轴承钢丝定位的锁定机构。
3、优选的:所述下压机构包括底槽,所述底槽前端侧壁安装有第一螺头,所述第一螺头前端连接有电机,所述底槽上侧内壁安装有第二螺头,所述底槽上侧位置的立板内部开设有伸缩槽,所述伸缩槽内部安装有与第二螺头连接的螺杆,所述螺杆外壁套装有伸缩板,所述伸缩槽侧壁开设有侧槽,所述伸缩板侧壁安装有侧板,两侧所述伸缩板之间安装有顶板,所述顶板下侧固定安装有垂块,所述垂块下侧壁开设有插槽,所述插槽内部插装有插板,所述插板前侧壁开设有卡槽,所述插槽前侧开设有开槽,所述开槽内部嵌装有卡板,所述开槽侧壁开设有边槽,所述边槽内部安装有液压杆,所述液压杆外壁套装有弹簧,所述卡板侧壁安装有边板。
4、优选的:所述锁定机构包括侧框,所述侧框对称安装在立板横向侧壁,所述侧框内部开设有内槽,所述内槽上侧壁啮合安装有定位栓,所述内槽下端内壁开设有定位槽。
5、优选的:所述第一螺头侧壁设有的齿纹与第二螺头侧壁设有的齿纹相互啮合。
6、优选的:所述边板固定连接弹簧的一端,所述弹簧的另一端固定连接在液压杆侧壁。
7、优选的:所述内槽上侧壁开设有与定位栓外壁设有的螺纹相互啮合的螺槽。
8、优选的:所述定位槽的截面尺寸与定位栓下端的截面尺寸相互吻合。
9、本实用新型,当需要对轴承钢丝进行形变检测时,将被测钢丝的两端放置在两侧的内槽内,扭动定位栓使其啮合向下尖锥端下压在钢丝上侧后继续向下下压至定位槽内,完成对被检测轴承钢丝的牢固定位,根据下压接触面的需要选择不同宽度尺寸的压头,向前拉动卡板使其在开槽内带动边板向前移动,对液压杆和弹簧挤压产生势能,将选择的压头上端的插板插入插槽,使卡槽与开槽对齐,松开对卡板的拉力,弹簧释放势能向后推动边板带动卡板插入卡槽内完成压头的固定,控制电机运转带动第一螺头转动,通过外壁齿纹啮合带动第二螺头转动,带动连接的螺杆旋转,啮合带动伸缩板在伸缩槽内向下移动,在侧板嵌于侧槽的限位下,带动压头向下对定位的轴承钢丝进行下压检测,测试轴承钢丝的形变受力程度,给检测过程带来便利。
技术特征:
1.轴承钢丝生产用质量检测工具,其特征在于:包括底座(1)、下压机构和锁定机构,所述底座(1)上侧两端对称安装有立板(2),所述立板(2)上侧设置有用于对轴承钢丝生产过程中进行不同标准检测的下压机构,所述立板(2)横向外壁设置对被检测轴承钢丝定位的锁定机构。
2.根据权利要求1所述的轴承钢丝生产用质量检测工具,其特征在于:所述下压机构包括底槽(301),所述底槽(301)前端侧壁安装有第一螺头(302),所述第一螺头(302)前端连接有电机(303),所述底槽(301)上侧内壁安装有第二螺头(304),所述底槽(301)上侧位置的立板(2)内部开设有伸缩槽(305),所述伸缩槽(305)内部安装有与第二螺头(304)连接的螺杆(306),所述螺杆(306)外壁套装有伸缩板(307),所述伸缩槽(305)侧壁开设有侧槽(308),所述伸缩板(307)侧壁安装有侧板(309),两侧所述伸缩板(307)之间安装有顶板(310),所述顶板(310)下侧固定安装有垂块(312),所述垂块(312)下侧壁开设有插槽(313),所述插槽(313)内部插装有插板(314),所述插板(314)前侧壁开设有卡槽(315),所述插槽(313)前侧开设有开槽(316),所述开槽(316)内部嵌装有卡板(317),所述开槽(316)侧壁开设有边槽(318),所述边槽(318)内部安装有液压杆(319),所述液压杆(319)外壁套装有弹簧(320),所述卡板(317)侧壁安装有边板(321)。
3.根据权利要求1所述的轴承钢丝生产用质量检测工具,其特征在于:所述锁定机构包括侧框(401),所述侧框(401)对称安装在立板(2)横向侧壁,所述侧框(401)内部开设有内槽(402),所述内槽(402)上侧壁啮合安装有定位栓(403),所述内槽(402)下端内壁开设有定位槽(404)。
4.根据权利要求2所述的轴承钢丝生产用质量检测工具,其特征在于:所述第一螺头(302)侧壁设有的齿纹与第二螺头(304)侧壁设有的齿纹相互啮合。
5.根据权利要求2所述的轴承钢丝生产用质量检测工具,其特征在于:所述边板(321)固定连接弹簧(320)的一端,所述弹簧(320)的另一端固定连接在液压杆(319)侧壁。
6.根据权利要求3所述的轴承钢丝生产用质量检测工具,其特征在于:所述内槽(402)上侧壁开设有与定位栓(403)外壁设有的螺纹相互啮合的螺槽。
7.根据权利要求3所述的轴承钢丝生产用质量检测工具,其特征在于:所述定位槽(404)的截面尺寸与定位栓(403)下端的截面尺寸相互吻合。
技术总结
本技术涉及检测工具领域,具体为轴承钢丝生产用质量检测工具,包括底座、下压机构和锁定机构,所述底座上侧两端对称安装有立板,所述立板上侧设置有用于对轴承钢丝生产过程中进行不同标准检测的下压机构。本技术当需要对轴承钢丝进行形变检测时,将被测钢丝的两端放置在两侧的内槽内,扭动定位栓使其啮合向下尖锥端下压在钢丝上侧后继续向下下压至定位槽内,通过外壁齿纹啮合带动第二螺头转动,带动连接的螺杆旋转,啮合带动伸缩板在伸缩槽内向下移动,在侧板嵌于侧槽的限位下,带动压头向下对定位的轴承钢丝进行下压检测,测试轴承钢丝的形变受力程度,给检测过程带来便利。
技术研发人员:施凌怡
受保护的技术使用者:南通凌龙特钢制品有限公司
技术研发日:20230406
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!