轮辋扩口内径检测装置的制作方法
本技术属于轮辋检测,尤其是一种轮辋扩口内径检测装置。
背景技术:
1、轮辋在扩口完成后,需要检测扩口处的内径,以判断扩口的尺寸精度是否满足设计要求。现有的扩口检测一般是采用传统的游标卡尺、内径千分尺、通规等测量工具,这些测量工具需要人工手动操作,效率较低,且存在人工操作误差,测量不一定准确,此外,每次只能够完成一个位置的内径测量。
2、激光测距仪是目前常用的自动测量元件,测量精度高,已经应用于多个领域,如cn206073926u-一种激光内径测量仪,cn106323185a-数显激光内径测量仪,cn207472207u-筒体内径激光测量仪,cn204346380u-压力容器内径激光测量仪等现有技术,但目前并未见将激光测距仪用于轮辋扩口内径检测的报导。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种轮辋扩口内径检测装置,采用激光测距仪进行检测,提高检测效率和检测精度。
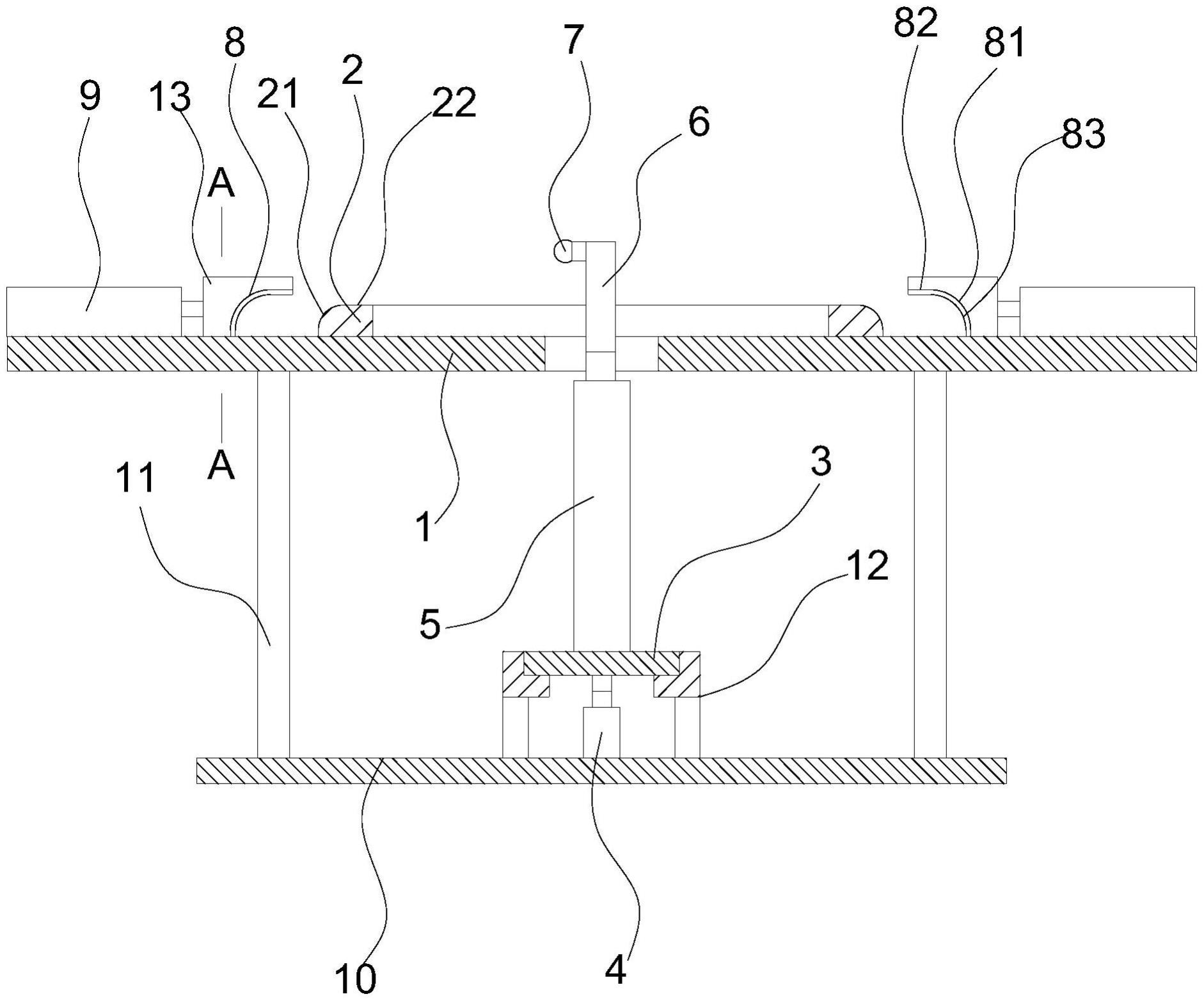
2、为解决上述问题,本实用新型采用的技术方案为:轮辋扩口内径检测装置,包括水平的检测台,所述检测台上设置有圆环形的内定位支撑凸台,所述内定位支撑凸台的周围设置有压紧组件,所述检测台的下方设置有转盘,所述转盘连接有转动驱动机构,所述转盘上设置有升降机构,所述升降机构的上端设置有测量柱,所述测量柱上设置有激光测距头,所述测量柱延伸至检测台的上方,所述内定位支撑凸台与测量柱同轴设置。
3、进一步地,所述压紧组件包括至少3个压块,所述压块与检测台滑动配合,每个所述压块朝向内定位支撑凸台的一端设置有压紧面,压块的另一端连接有直线驱动机构。
4、进一步地,所述内定位支撑凸台具有支撑面,所述支撑面包括侧部的弧形支撑面和顶部的水平支撑面,所述压紧面包括弧形压紧面和水平压紧面,所述水平压紧面与弧形压紧面的顶部相连。
5、进一步地,所述压紧面上设置有弹性垫。
6、进一步地,所述直线驱动机构为气缸。
7、进一步地,所述检测台的上表面设置有至少3个燕尾形的滑槽,所述滑槽的长度方向与内定位支撑凸台的径向一致,所述压块的下端呈燕尾形,且每个压块的下端位于滑槽内并与滑槽滑动配合。
8、进一步地,所述升降机构为气缸。
9、进一步地,所述转动驱动机构为减速电机。
10、进一步地,所述检测台的下方设置有底座,所述检测台通过一组支撑柱与底座相连,所述底座上设置有支撑架,所述转盘可转动地安装于支撑架,所述转动驱动机构固定安装于底座。
11、本实用新型的有益效果是:使用时,利用内定位支撑凸台支撑轮辋下端的扩口内壁,利用压紧组件压紧轮辋下端扩口的外壁,使得轮辋保持稳固,然后利用升降机构带动测量柱和激光测距头竖直移动,使激光测距头位于轮辋上端的扩口内,再利用转动驱动机构带动转盘转动,转盘带动升降机构、测量柱和激光测距头转动至少一周,在转动的过程中,激光测距头对轮辋上端扩口的内径进行测量。本实用新型采用激光测距头进行自动化检测,检测精度高于人工操作,且检测效率高,激光测距头能够测出多个点位的半径,从而判断扩口内壁的圆度,以便于更加准确地掌握轮辋扩口的加工质量。
技术特征:
1.轮辋扩口内径检测装置,其特征在于:包括水平的检测台(1),所述检测台(1)上设置有圆环形的内定位支撑凸台(2),所述内定位支撑凸台(2)的周围设置有压紧组件,所述检测台(1)的下方设置有转盘(3),所述转盘(3)连接有转动驱动机构(4),所述转盘(3)上设置有升降机构(5),所述升降机构(5)的上端设置有测量柱(6),所述测量柱(6)上设置有激光测距头(7),所述测量柱(6)延伸至检测台(1)的上方,所述内定位支撑凸台(2)与测量柱(6)同轴设置。
2.如权利要求1所述的轮辋扩口内径检测装置,其特征在于:所述压紧组件包括至少3个压块(13),所述压块(13)与检测台(1)滑动配合,每个所述压块(13)朝向内定位支撑凸台(2)的一端设置有压紧面(8),压块(13)的另一端连接有直线驱动机构(9)。
3.如权利要求2所述的轮辋扩口内径检测装置,其特征在于:所述内定位支撑凸台(2)具有支撑面,所述支撑面包括侧部的弧形支撑面(21)和顶部的水平支撑面(22),所述压紧面(8)包括弧形压紧面(81)和水平压紧面(82),所述水平压紧面(82)与弧形压紧面(81)的顶部相连。
4.如权利要求2所述的轮辋扩口内径检测装置,其特征在于:所述压紧面(8)上设置有弹性垫(83)。
5.如权利要求2所述的轮辋扩口内径检测装置,其特征在于:所述直线驱动机构(9)为气缸。
6.如权利要求2所述的轮辋扩口内径检测装置,其特征在于:所述检测台(1)的上表面设置有至少3个燕尾形的滑槽,所述滑槽的长度方向与内定位支撑凸台(2)的径向一致,所述压块(13)的下端呈燕尾形,且每个压块(13)的下端位于滑槽内并与滑槽滑动配合。
7.如权利要求1所述的轮辋扩口内径检测装置,其特征在于:所述升降机构(5)为气缸。
8.如权利要求1所述的轮辋扩口内径检测装置,其特征在于:所述转动驱动机构(4)为减速电机。
9.如权利要求1所述的轮辋扩口内径检测装置,其特征在于:所述检测台(1)的下方设置有底座(10),所述检测台(1)通过一组支撑柱(11)与底座(10)相连,所述底座(10)上设置有支撑架(12),所述转盘(3)可转动地安装于支撑架(12),所述转动驱动机构(4)固定安装于底座(10)。
技术总结
本技术涉及轮辋扩口内径检测装置,包括水平的检测台,所述检测台上设置有圆环形的内定位支撑凸台,所述内定位支撑凸台的周围设置有压紧组件,所述检测台的下方设置有转盘,所述转盘连接有转动驱动机构,所述转盘上设置有升降机构,所述升降机构的上端设置有测量柱,所述测量柱上设置有激光测距头,所述测量柱延伸至检测台的上方,所述内定位支撑凸台与测量柱同轴设置。本技术采用激光测距头进行自动化检测,检测精度高于人工操作,且检测效率高,激光测距头能够测出多个点位的半径,从而判断扩口内壁的圆度,以便于更加准确地掌握轮辋扩口的加工质量。
技术研发人员:韩磊
受保护的技术使用者:平昌县助力车轮制造有限公司
技术研发日:20230410
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!