牙钻端刃切削性能测试的工装的制作方法
本技术涉及医疗器械测试,更具体地说,涉及一种牙钻端刃切削性能测试的工装。
背景技术:
1、口腔医疗牙齿种植过程中要先在牙槽骨上制备与种植体相匹配的窝洞,制备窝洞时需使用牙钻进行钻削,牙钻的切削锋利度决定了临床上操作的效率。如图1所示,现有技术中对牙钻端刃切削性能的测试采用标准yy91064-1999中4.4所示仪器,但该仪器应用时在牙钻碰到切削介质(即图1所示被切削试件)前,需要先将被切削试件放置于台面一端,再反复调整天平至水平,调整过程繁琐,导致测试效率低。
2、另外,应用该仪器时,需要天平的左右两端在上下运动的同时前后方向(即图1中垂直于纸面方向)不出现晃动跟偏移,导致天平制作难度大。再者应用上述仪器进行切削前对天平的调平精度难以保证,导致测试结果产生不稳定,出现较大偏差的情况。
3、因此,如何提供一种能进行牙钻端刃切削性能测试的工装,以提高测试效率,是本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本实用新型提供一种牙钻端刃切削性能测试的工装,其底座能装夹基础件,基础件安装有待测试的牙钻,应用时竖向传动组件能将切削介质沿竖直方向由上到下输送至待测试的牙钻处,利用基础件驱动待测试的牙钻旋转就能实现一次切削性能测试,相比于现有天平式仪器,无需在测试前反复调整天平至水平,省去繁琐的调整过程,提高测试效率。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种牙钻端刃切削性能测试的工装,包括:
4、底座,所述底座用于装夹安装有待测试牙钻的基础件;所述基础件能驱动所述待测试牙钻旋转;
5、竖向传动组件,所述竖向传动组件安装于所述底座,用于将切削介质沿竖直方向由上到下输送至所述待测试牙钻处;所述待测试牙钻的轴向沿竖直方向布置,并且所述待测试牙钻的尖端朝上。
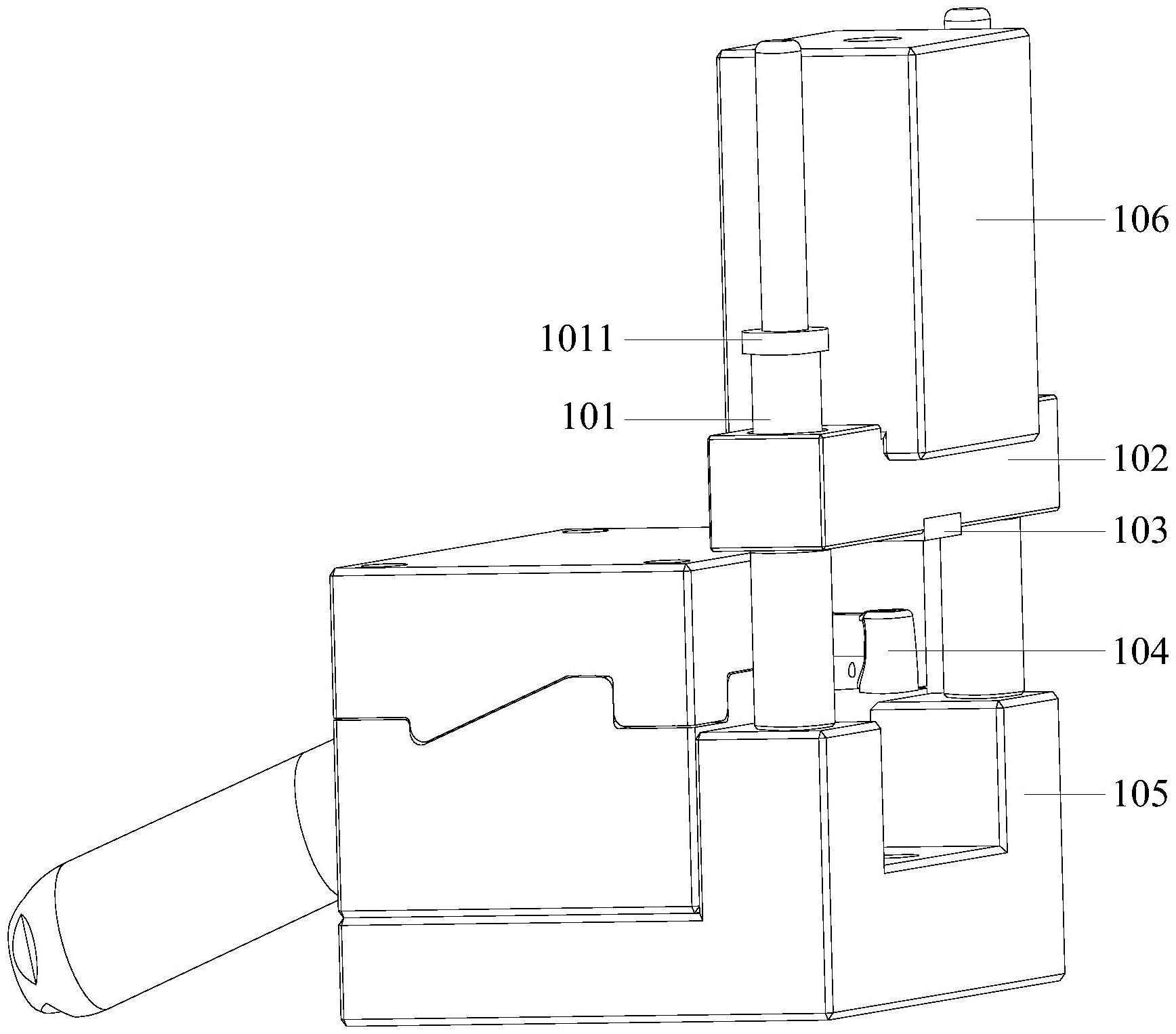
6、优选的,上述工装中,所述竖向传动组件包括:
7、导向杆,所述导向杆固定于所述底座,并且所述导向杆的轴线与竖直方向平行;
8、移动件,所述移动件能沿所述导向杆滑动地套装于所述导向杆;所述切削介质安装于所述移动件;
9、驱动装置,所述驱动装置用于驱动所述移动件沿所述导向杆滑动至所述待测试牙钻处。
10、优选的,上述工装中,所述导向杆安装于所述底座的上表面。
11、优选的,上述工装中,所述驱动装置为配重块,用于放置在所述移动件的上表面;所述导向杆为至少两个。
12、优选的,上述工装中,所述导向杆设有环形限位裙边,所述移动件位于所述环形限位裙边和所述底座之间。
13、优选的,上述工装中,所述导向杆为阶梯状,且所述导向杆中轴径较大的一段固定于所述底座、所述环形限位裙边设置于所述导向杆中轴径较小的一段的外周;所述移动件套装于所述导向杆中轴径较小的一段外。
14、优选的,上述工装中,所述移动件中沿所述竖直方向与所述待测试牙钻对正的位置设有透孔。
15、优选的,上述工装中,所述切削介质在所述移动件上的安装位置能够调节。
16、优选的,上述工装中,所述移动件开设有长条槽,所述切削介质能滑动地卡装在所述长条槽内。
17、本实用新型提供一种牙钻端刃切削性能测试的工装,包括底座和竖向传动组件,底座用于装夹安装有待测试牙钻的基础件;基础件能驱动待测试牙钻旋转;竖向传动组件安装于底座,用于将切削介质沿竖直方向由上到下输送至待测试牙钻处;待测试牙钻的轴向沿竖直方向布置,并且待测试牙钻的尖端朝上。
18、上述工装中,底座能装夹基础件,基础件安装有待测试的牙钻,应用时竖向传动组件将切削介质沿竖直方向由上到下输送至待测试的牙钻处,利用基础件驱动待测试的牙钻旋转就能实现一次切削性能测试,相比于现有天平式仪器,无需在测试前反复调整天平至水平,省去繁琐的调整过程,提高测试效率。
技术特征:
1.一种牙钻端刃切削性能测试的工装,其特征在于,包括:
2.根据权利要求1所述的工装,其特征在于,所述竖向传动组件包括:
3.根据权利要求2所述的工装,其特征在于,所述导向杆安装于所述底座的上表面。
4.根据权利要求2所述的工装,其特征在于,所述驱动装置为配重块,用于放置在所述移动件的上表面;所述导向杆为至少两个。
5.根据权利要求4所述的工装,其特征在于,所述导向杆设有环形限位裙边,所述移动件位于所述环形限位裙边和所述底座之间。
6.根据权利要求5所述的工装,其特征在于,所述导向杆为阶梯状,且所述导向杆中轴径较大的一段固定于所述底座、所述环形限位裙边设置于所述导向杆中轴径较小的一段的外周;所述移动件套装于所述导向杆中轴径较小的一段外。
7.根据权利要求2所述的工装,其特征在于,所述移动件中沿所述竖直方向与所述待测试牙钻对正的位置设有透孔。
8.根据权利要求2所述的工装,其特征在于,所述切削介质在所述移动件上的安装位置能够调节。
9.根据权利要求8所述的工装,其特征在于,所述移动件开设有长条槽,所述切削介质能滑动地卡装在所述长条槽内。
技术总结
本技术公开了种牙钻端刃切削性能测试的工装,包括底座和竖向传动组件,底座用于装夹安装有待测试牙钻的基础件;基础件能驱动待测试牙钻旋转;竖向传动组件安装于底座,用于将切削介质沿竖直方向由上到下输送至待测试牙钻处;待测试牙钻的轴向沿竖直方向布置,并且待测试牙钻的尖端朝上。上述工装中,底座能装夹基础件,基础件安装有待测试的牙钻,应用时竖向传动组件将切削介质沿竖直方向由上到下输送至待测试牙钻处,利用基础件驱动待测试的牙钻旋转就能实现一次切削性能测试,相比于现有天平式仪器,无需在测试前反复调整天平至水平,省去繁琐的调整过程,提高测试效率。
技术研发人员:周俊,冼星志,常林
受保护的技术使用者:桂林市啄木鸟医疗器械有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!