一种自动检测圆管孔和间隙的设备的制作方法
本技术涉及检测设备,尤其是一种自动检测圆管孔和间隙的设备。
背景技术:
1、在汽车零部件加工中常需要对工件进行钻孔,工件中孔的位置和精度直接影响产品的质量,随着机械产品结构越来越复杂,对孔的位置要求及精度也越来越高。目前,对圆管上孔的检测主要是通过三坐标测量仪进行数据点扫描、采集数据点,但是三坐标测量仪成本较高且不能批量进行测量,检测效率低,故亟需一种自动检测圆管孔和间隙的设备。
2、cn204462416u公开了一种圆管防漏打孔检测装置,圆管上设有第一小孔、第二小孔、圆孔,检测装置中定位芯上方外形与圆管内圆形状适配,定位销与圆管上的圆孔形状适配,所述圆管下方卡在左右对称的两个托板组成v面之间,托板通过左右对称的支架板和垫板固定在支撑平面板上,光电开关通过支架固定在支撑面板上,光电开关的工作面正对圆管上的第二小孔。通过光电开关直接检测第二小孔是否已经存在,方便工作人员安装调试及观察,维护成本低,检测合格率高。但是在本实用新型中圆管的固定定位不准确,容易造成检测错误。
技术实现思路
1、为了克服现有技术中所存在的上述缺陷,本实用新型提供了一种自动检测圆管孔和间隙的设备。
2、本实用新型解决其技术问题所采用的技术方案是:一种自动检测圆管孔和间隙的设备,包括机架,所述机架的上方设有检测组件,所述机架的顶部包括夹持安装板和检测安装板,所述夹持安装板上安装夹持组件和左侧检测组件,所述检测安装板上设有右侧检测组件,所述夹持安装板与检测安装板滑动连接,所述夹持安装板上设有若干支撑架,圆管安装在支撑架的顶部,所述圆管的一端为异型管。
3、进一步的,所述检测安装板为倒l形结构,所述夹持安装板安装在检测安装板的一侧,所述检测安装板中部设有横向滑动槽,所述夹持安装板的底部设有推动块,所述推动块与横向滑动槽滑动连接。
4、进一步的,所述推动块的侧部与电动伸缩杆的输出端连接,所述电动伸缩杆固定在机架上,所述推动块靠近边缘处设有左右对称的第一止动开关和第二止动开关。
5、进一步的,所述夹持组件包括固定板和固定架,所述固定板靠近固定架的一侧设有若干定位块,所述定位块与圆管的一端卡接,所述固定架上安装有固定气缸,所述固定气缸的输出端与固定抓手连接。
6、进一步的,所述夹持组件还包括竖直安装的紧固气缸,所述紧固气缸通过第一支架安装在夹持安装板上,所述紧固气缸的输出端设有第一紧压垫。
7、进一步的,所述夹持组件还包括手动夹紧器,所述手动夹紧器通过第二支架安装在夹持安装板上,所述手动夹紧器的前端设有第二紧压垫。
8、进一步的,所述机架还包括呈矩形分布的四个支脚,所述支脚的底部通过横梁连接,所述支脚的下方设有万向轮。
9、进一步的,所述机架的上方设有报警器。
10、本实用新型的有益效果如下:
11、1、本实用新型中设置电动伸缩杆,推动夹持安装板远离检测安装板,当第一止动开关触到机架侧壁时,电动伸缩杆停止工作,此时,推动夹持安装板和检测安装板的距离最大,便于圆管的安装,防止在安装过程中触碰到检测组件。
12、2、本实用新型中圆管的一侧未异型管,异型管的一端通过定位块进行卡接,防止圆管进行旋转和定位不准,通过手动夹紧器对圆管进行初步固定,然后启动固定气缸和紧固气缸,实现了圆管的两侧夹紧和上下夹紧,实现圆管的固定,圆管定位固定准确,结构简单,使用方便,使用成本低,检测准确且效率高。
技术特征:
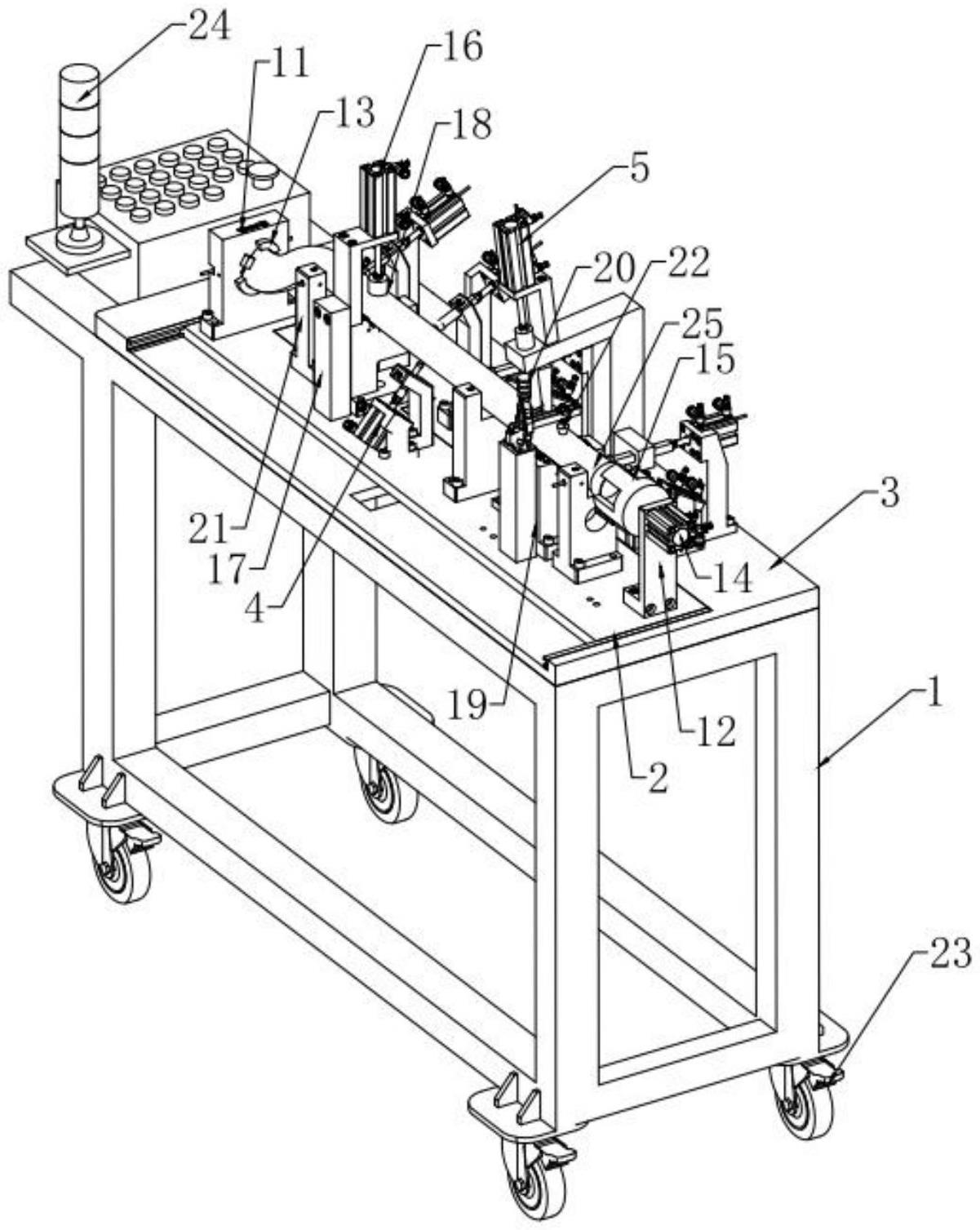
1.一种自动检测圆管孔和间隙的设备,包括机架(1),其特征在于,所述机架(1)的上方设有检测组件,所述机架(1)的顶部包括夹持安装板(2)和检测安装板(3),所述夹持安装板(2)上安装夹持组件和左侧检测组件(4),所述检测安装板(3)上设有右侧检测组件(5),所述夹持安装板(2)与检测安装板(3)滑动连接,所述夹持安装板(2)上设有若干支撑架(21),圆管(25)安装在支撑架(21)的顶部,所述圆管(25)的一端为异型管。
2.根据权利要求1所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述检测安装板(3)为倒l形结构,所述夹持安装板(2)安装在检测安装板(3)的一侧,所述检测安装板(3)中部设有横向滑动槽(6),所述夹持安装板(2)的底部设有推动块(7),所述推动块(7)与横向滑动槽(6)滑动连接。
3.根据权利要求2所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述推动块(7)的侧部与电动伸缩杆(8)的输出端连接,所述电动伸缩杆(8)固定在机架(1)上,所述推动块(7)靠近边缘处设有左右对称的第一止动开关(9)和第二止动开关(10)。
4.根据权利要求1所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述夹持组件包括固定板(11)和固定架(12),所述固定板(11)靠近固定架(12)的一侧设有若干定位块(13),所述定位块(13)与圆管的一端卡接,所述固定架(12)上安装有固定气缸(14),所述固定气缸(14)的输出端与固定抓手(15)连接。
5.根据权利要求4所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述夹持组件还包括竖直安装的紧固气缸(16),所述紧固气缸(16)通过第一支架(17)安装在夹持安装板(2)上,所述紧固气缸(16)的输出端设有第一紧压垫(18)。
6.根据权利要求4所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述夹持组件还包括手动夹紧器(20),所述手动夹紧器(20)通过第二支架(19)安装在夹持安装板(2)上,手动夹紧器(20)的前端设有第二紧压垫(22)。
7.根据权利要求1所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述机架(1)还包括呈矩形分布的四个支脚,所述支脚的底部通过横梁连接,所述支脚的下方设有万向轮(23)。
8.根据权利要求1所述的一种自动检测圆管孔和间隙的设备,其特征在于,所述机架(1)的上方设有报警器(24)。
技术总结
本技术公开了一种自动检测圆管孔和间隙的设备,涉及检测设备技术领域,包括机架,所述机架的上方设有检测组件,所述机架的顶部包括夹持安装板和检测安装板,所述夹持安装板上安装夹持组件和左侧检测组件,所述检测安装板上设有右侧检测组件,所述夹持安装板与检测安装板滑动连接,所述夹持安装板上设有若干支撑架,圆管安装在支撑架的顶部,所述圆管的一端为异型管,异型管的一端通过定位块进行卡接,防止圆管进行旋转和定位不准,通过手动夹紧器对圆管进行初步固定,然后启动固定气缸和紧固气缸,实现了圆管的两侧夹紧和上下夹紧,实现圆管的固定,圆管定位固定准确,结构简单,使用方便,使用成本低,检测准确且效率高。
技术研发人员:朱荣昌,刘欣,张刚业
受保护的技术使用者:青岛上嘉汽车零部件有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!