一种汽车座椅调节手柄轴用位置度检具的制作方法
本技术涉及一种检具,尤其是涉及一种汽车座椅调节手柄轴用位置度检具。
背景技术:
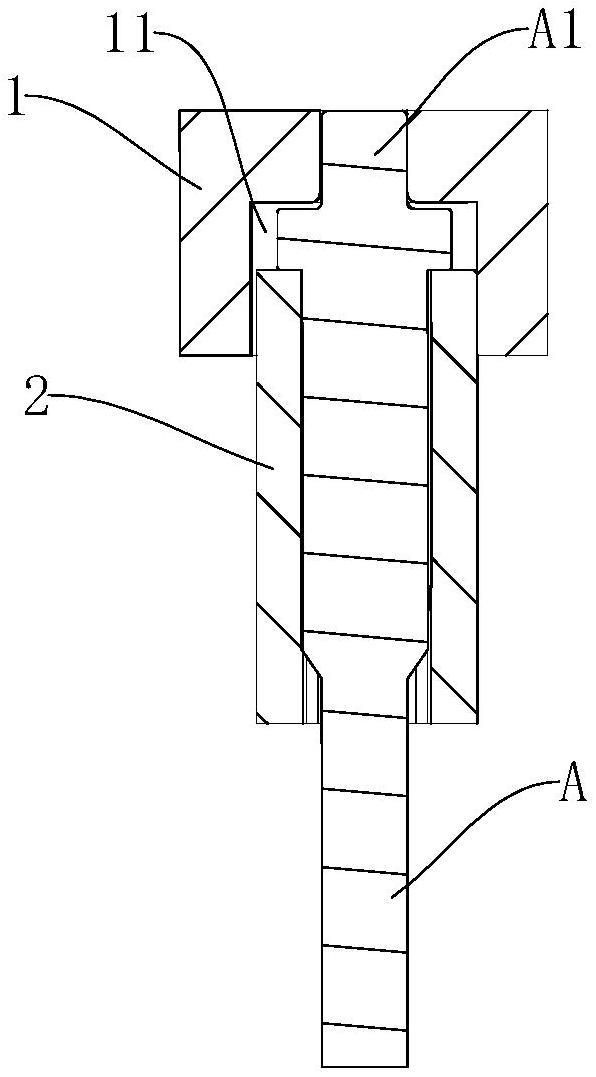
1、汽车座椅通常配置具有调节功能的座椅总成,通过调节手柄进行调节操作,调节手柄通过调节手柄轴与座椅总成连接。调节手柄轴a上用于与调节手柄和座椅总成相连的两个部分为头部的呈四方的第一连接部a1和带有四个凸齿a21的第二连接部a2(如图1所示),其中第二连接部a2上的四个凸齿a21沿圆周均布间隔设置,针对这两个部分具有位置度要求,出厂前检验这两个部分的位置度是否在允许的公差范围内,通过检验方可出厂。目前主要使用三坐标检测仪对调节手柄轴这两个部分的位置度进行检验,此种仪器的操作使用比较复杂,操作人员需要经过专业的培训后方可上岗,导致检验效率低下。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种结构简单、操作使用方便的汽车座椅调节手柄轴用位置度检具。
2、本实用新型解决上述技术问题所采用的技术方案为:
3、一种汽车座椅调节手柄轴用位置度检具,包括用于对调节手柄轴上的头部呈四方的第一连接部的位置度进行检验的第一检验元件和用于对调节手柄轴上带有四个凸齿的第二连接部的位置度进行检验的第二检验元件;
4、所述的第一检验元件的下端面向上凹陷设置有四方形的第一检验腔,所述的第一检验腔位于所述的第一检验元件的中心位置,所述的第一检验腔内同心设置有符合所述的第一连接部的位置度合格标准的四方形的第一检验孔,所述的第一检验孔上下贯通;
5、所述的第二检验元件为与所述的第一检验腔相配合的矩形检验块,所述的第一检验腔可供所述的第二检验元件伸入,所述的第二检验元件的中心设置有上下贯通的可供所述的第二连接部伸入的第二检验腔,所述的第二检验腔具有符合所述的第二连接部的位置度合格标准的第二检验部。
6、所述的第二检验腔内同轴凸起设置有检验凸环,所述的检验凸环上沿圆周均布间隔凹陷设置有四个凹陷部,形成所述的第二检验部。通过上述结构构成了符合第二连接部的位置度合格标准的第二检验部,结构简单,易于制造。
7、所述的第一检验元件为一个圆柱体。将第一检验元件设计为一个圆柱体,便于区分第一检验元件和第二检验元件。
8、所述的第一连接部的横截面为正方形,所述的第一检验孔的横截面为相配合的正方形。
9、所述的第一检验腔的横截面为正方形,所述的第二检验元件的横截面为相配合的正方形。易于制造。
10、与现有技术相比,本实用新型的优点在于:将调节手柄轴的头部呈四方的第一连接部和带有四个凸齿的第二连接部两个部分的位置度转换成了第一检验元件和第二检验元件这两个元件的位置度,调节手柄轴做完后,首先将调节手柄轴的放入到第二检验元件的第二检验腔中,第二连接部伸入到第二检验腔中,第一连接部伸出设置在第二检验元件外部,合格的情况下,第二连接部能够进入到第二检验部内并与之契合,接着将第一检验元件套接到第一连接部上,合格的情况下,第一连接部能进入到第一检验孔内并与之契合,同时第二检验元件的上部能够伸入设置到第一检验腔内并与之契合,结构简单,操作实用方便,检验人员无需特殊培训即可上岗,有效提高检验效率,降低生产成本。
技术特征:
1.一种汽车座椅调节手柄轴用位置度检具,其特征在于包括用于对调节手柄轴上的头部呈四方的第一连接部的位置度进行检验的第一检验元件和用于对调节手柄轴上带有四个凸齿的第二连接部的位置度进行检验的第二检验元件;
2.如权利要求1所述的一种汽车座椅调节手柄轴用位置度检具,其特征在于所述的第二检验腔内同轴凸起设置有检验凸环,所述的检验凸环上沿圆周均布间隔凹陷设置有四个凹陷部,形成所述的第二检验部。
3.如权利要求1所述的一种汽车座椅调节手柄轴用位置度检具,其特征在于所述的第一检验元件为一个圆柱体。
4.如权利要求1所述的一种汽车座椅调节手柄轴用位置度检具,其特征在于所述的第一连接部的横截面为正方形,所述的第一检验孔的横截面为相配合的正方形。
5.如权利要求1或4所述的一种汽车座椅调节手柄轴用位置度检具,其特征在于所述的第一检验腔的横截面为正方形,所述的第二检验元件的横截面为相配合的正方形。
技术总结
本技术公开了一种汽车座椅调节手柄轴用位置度检具,特点是包括第一检验元件和第二检验元件;第一检验元件的下端面向上凹陷设置有四方形的第一检验腔,第一检验腔位于第一检验元件的中心位置,第一检验腔内同心设置有符合位置度合格标准的四方形的第一检验孔,第一检验孔上下贯通;第二检验元件为与第一检验腔相配合的矩形检验块,第一检验腔可供第二检验元件伸入,第二检验元件的中心设置有上下贯通的第二检验腔,第二检验腔具有符合位置度合格标准的第二检验部。优点是结构简单,操作实用方便,检验人员无需特殊培训即可上岗,有效提高检验效率,降低生产成本。
技术研发人员:黄恩君,胡慧,陈彦霖,黄少宏
受保护的技术使用者:舟山市7412工厂
技术研发日:20230504
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!