一种可批量检测的差壳尺寸检具的制作方法
本技术涉及差壳尺寸检具,具体为一种可批量检测的差壳尺寸检具。
背景技术:
1、汽车减壳又叫做差减壳,是汽车后桥减速器差速器外壳,具有保护差速器的作用,差速器壳体起着支承、联接,传递扭矩的作用,在差壳生产过程中需要对其上的轴孔进行尺寸检测,差壳尺寸检具在使用过程中,需要先对差壳进行固定以方便后续操作,但是现有的大多数差壳尺寸检具在使用时往往是通过夹板对差壳进行夹持,固定操作费时费力,大大降低了装置的检测效率,给工作人员造成诸多不便。
技术实现思路
1、本实用新型的目的在于提供一种可批量检测的差壳尺寸检具,以解决上述背景技术中提出的问题。
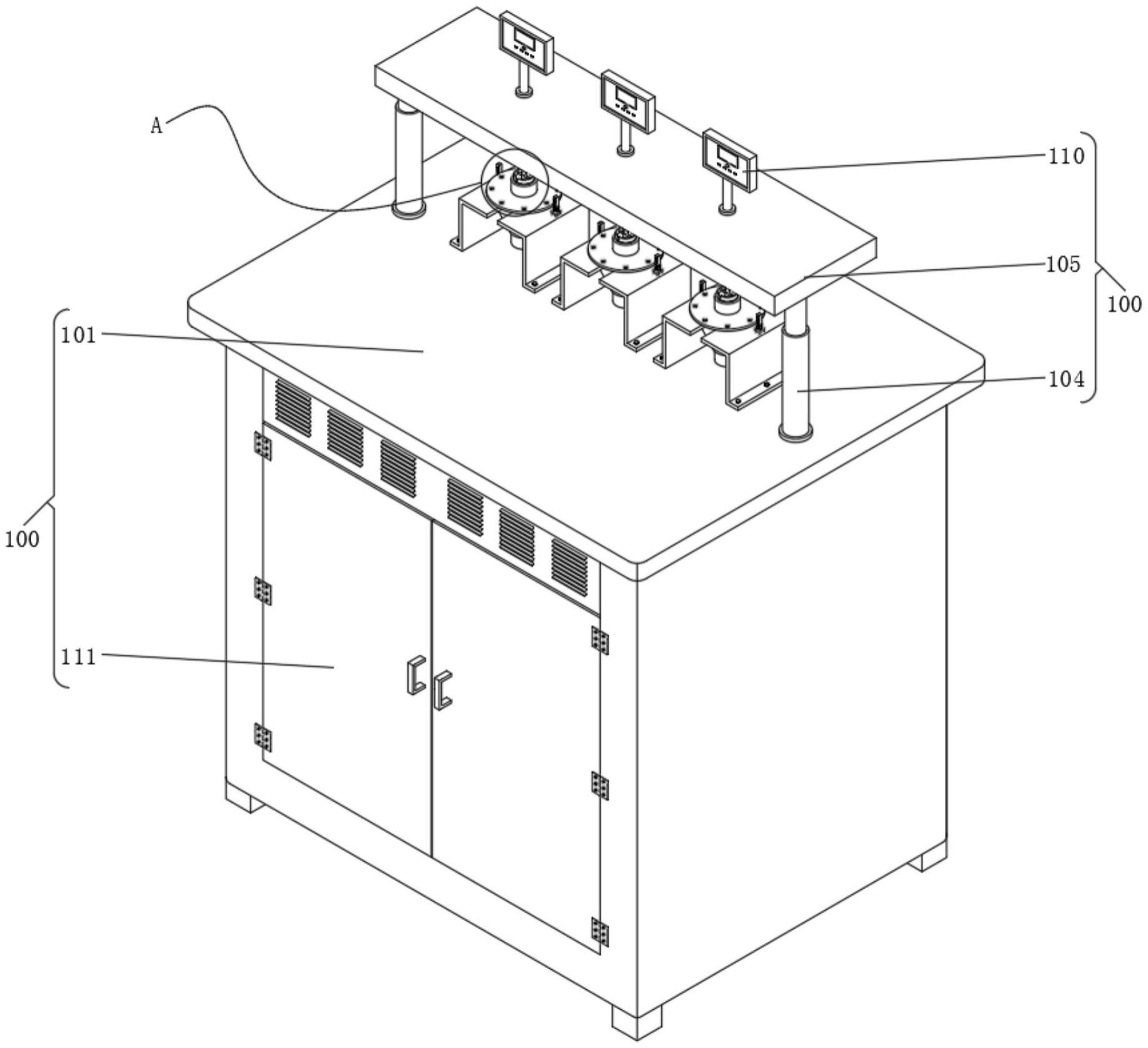
2、为实现上述目的,本实用新型提供如下技术方案:一种可批量检测的差壳尺寸检具,包括检测组件和固定组件,所述检测组件包括检具台体、安装在检具台体顶部的固定座和活动安装在固定座内部的差壳本体,所述固定组件包括对称安装在固定座顶部的底座、活动安装在底座顶部的铰接座、活动安装在铰接座内部的挤压杆、贯穿安装在铰接座一侧的定位销和安装在定位销一侧的拉簧。
3、优选的,所述底座与铰接座之间通过螺纹进行连接,所述定位销贯穿挤压杆的一侧,所述拉簧的顶部与挤压杆的一侧相连接。
4、优选的,所述检具台体的顶部安装有升降杆,所述升降杆的顶部安装有顶板,所述顶板位于固定座的上方。
5、优选的,所述顶板的底部安装有悬挂杆,所述悬挂杆的底部安装有衔接座。
6、优选的,所述衔接座的外侧对称安装有检测杆,所述检测杆的一端安装有弧形挡板,所述弧形挡板位于差壳本体的上方。
7、优选的,所述顶板的顶部安装有显示器,所述显示器的正面设置有显示屏、开关和功能按键。
8、优选的,所述检具台体的正面通过合页活动安装有柜门,所述柜门的正面设置有把手。
9、优选的,所述挤压杆的外侧安装有防滑套。
10、通过采用上述技术方案,本实用新型所取得的有益效果为:
11、本实用新型中安装有底座、铰接座、挤压杆和拉簧,在对差壳本体进行固定时,工作人员向一侧扳动挤压杆,挤压杆通过定位销活动安装在铰接座上,其可以在一定的角度上进行旋转,当挤压杆向一侧进行旋转时,拉簧所产生的拉力会斜向下拉扯挤压杆,由此挤压杆可以对差壳本体进行固定,待检测结束后,工作人员反方向扳动挤压杆,拉簧的拉力由斜向下变为竖直向下,由此挤压杆复位,安装的防滑套避免了挤压杆与差壳本体之间发生刚性接触,对差壳本体形成了良好的保护,并且底座与铰接座之间通过螺纹进行连接,当挤压杆或者拉簧出现损坏需要维修时,方便工作人员进行拆卸,装置进一步简化了对于差壳本体的固定程序,固定操作更加省时省力,大大提高了装置的检测效率,为工作人员提供了极大的便捷。
技术特征:
1.一种可批量检测的差壳尺寸检具,其特征在于,包括:
2.根据权利要求1所述的一种可批量检测的差壳尺寸检具,其特征在于,所述底座(201)与铰接座(202)之间通过螺纹进行连接,所述定位销(204)贯穿挤压杆(203)的一侧,所述拉簧(205)的顶部与挤压杆(203)的一侧相连接。
3.根据权利要求1所述的一种可批量检测的差壳尺寸检具,其特征在于,所述检具台体(101)的顶部安装有升降杆(104),所述升降杆(104)的顶部安装有顶板(105),所述顶板(105)位于固定座(102)的上方。
4.根据权利要求3所述的一种可批量检测的差壳尺寸检具,其特征在于,所述顶板(105)的底部安装有悬挂杆(106),所述悬挂杆(106)的底部安装有衔接座(107)。
5.根据权利要求4所述的一种可批量检测的差壳尺寸检具,其特征在于,所述衔接座(107)的外侧对称安装有检测杆(108),所述检测杆(108)的一端安装有弧形挡板(109),所述弧形挡板(109)位于差壳本体(103)的上方。
6.根据权利要求3所述的一种可批量检测的差壳尺寸检具,其特征在于,所述顶板(105)的顶部安装有显示器(110),所述显示器(110)的正面设置有显示屏、开关和功能按键。
7.根据权利要求1所述的一种可批量检测的差壳尺寸检具,其特征在于,所述检具台体(101)的正面通过合页活动安装有柜门(111),所述柜门(111)的正面设置有把手。
8.根据权利要求1所述的一种可批量检测的差壳尺寸检具,其特征在于,所述挤压杆(203)的外侧安装有防滑套(206)。
技术总结
本技术公开了一种可批量检测的差壳尺寸检具,包括检测组件和固定组件,所述检测组件包括检具台体、安装在检具台体顶部的固定座和活动安装在固定座内部的差壳本体,所述固定组件包括对称安装在固定座顶部的底座、活动安装在底座顶部的铰接座、活动安装在铰接座内部的挤压杆、贯穿安装在铰接座一侧的定位销和安装在定位销一侧的拉簧,本技术中安装有底座、铰接座、挤压杆和拉簧,装置进一步简化了对于差壳本体的固定程序,固定操作更加省时省力,大大提高了装置的检测效率,为工作人员提供了极大的便捷。
技术研发人员:徐晨,吴跃德
受保护的技术使用者:杭州萧山天辰机械有限公司
技术研发日:20230505
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!