缸套齿自动检测工装的制作方法
本技术涉及齿轮检测,具体涉及缸套齿自动检测工装。
背景技术:
1、齿轮传动是机械传动中应用最广的一种传动形式,它的传动比较准确,效率高,结构紧凑,工作可靠,寿命长等优点,被广泛地应用于各种车辆设备中,齿轮的传动需要齿轮的不断啮合来完成运动的传递。
2、齿轮之间的啮合需要通过辅助工装来进行啮合传统啮合工装都是以产品中心孔或者内孔为基准进行啮合,但缸套齿轮基准是外圆,缸套齿轮的啮合无法直接通过中心孔与内孔,使现有的啮合工装无法直接定位啮合缸套齿轮,使钢条齿轮在自动检测过程中,没有相对应的啮合工装对其进行定位。
技术实现思路
1、本实用新型的目的就在于解决上述背景技术的因为缸套齿的基准为外圆,缺少对缸套齿进行定位的啮合工装的问题,而提出缸套齿自动检测工装。
2、本实用新型的目的可以通过以下技术方案实现:
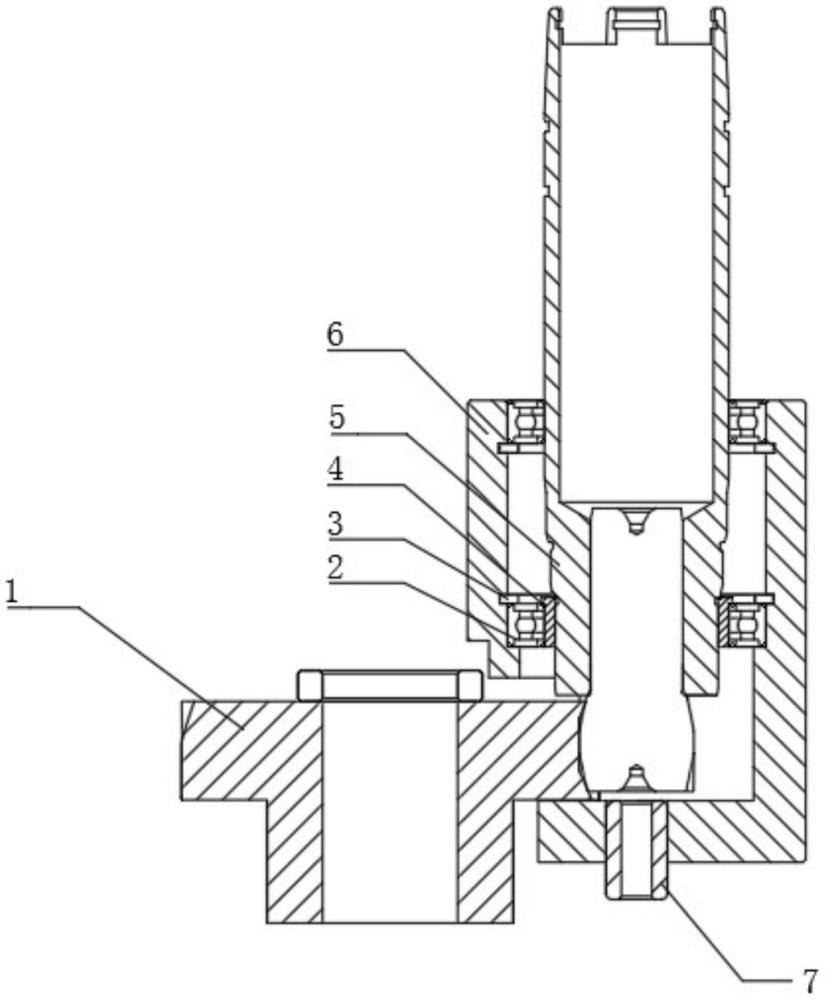
3、缸套齿自动检测工装,包括定位座,定位座内部设置有内腔,定位座的内腔内包括:
4、定位套,其设置在定位座的底部,定位套与定位座之间固定连接,定位套的一端伸入到定位座的内腔内;
5、滚动轴承,其可转动地设置在定位座的内腔内,
6、缸套齿轮,其在定位座的内腔内可转动地连接,缸套齿轮的底部与定位套限位连接;
7、定位座的底部设置有缺口,定位座的外侧设置有标准齿轮,标准齿轮一侧从缺口进入到定位座的内腔中,内腔中的标准齿轮与缸套齿轮啮合。
8、作为本实用新型进一步的方案:滚动轴承与缸套齿轮的基准外圆间隙配合。
9、作为本实用新型进一步的方案:滚动轴承的数量为2个,滚动轴承与缸套齿轮之间设置有轴套。
10、作为本实用新型进一步的方案:两个滚动轴承分别设置在内腔的顶部和底部。
11、作为本实用新型进一步的方案:滚动轴承的一面设置有弹性挡圈。
12、作为本实用新型进一步的方案:缸套齿轮与定位套的中心转轴位于同一条竖直直线上。
13、本实用新型的有益效果:
14、(1)本实用新型的缸套齿自动检测工装,通过设置了定位座,定位座开设的内槽能够通过滚动轴承可转动地设置缸套齿轮,定位座底部的定位套也与缸套齿轮进行定位连接,使缸套齿轮在定位座中进行可转动地连接;
15、(2)本实用新型的缸套齿自动检测工装,通过在定位座的侧面设置了缺口,标准齿轮能够从定位座侧面的缺口进入到定位座的内腔,标准齿轮的侧面与缸套齿轮的底部啮合,从而实现缸套齿轮啮合的目的。该工装可以根据不同类型的缸套齿轮,设计不同位置的定位座,更换不同型号的轴承,以实现各类缸套齿轮的啮合。
技术特征:
1.缸套齿自动检测工装,包括定位座(6),其特征在于,定位座(6)内部设置有内腔,定位座(6)的内腔内包括:
2.根据权利要求1所述的缸套齿自动检测工装,其特征在于,滚动轴承(2)与缸套齿轮(5)的基准外圆间隙配合。
3.根据权利要求1所述的缸套齿自动检测工装,其特征在于,滚动轴承(2)的数量为2个,滚动轴承(2)与缸套齿轮(5)之间设置有轴套(4)。
4.根据权利要求3所述的缸套齿自动检测工装,其特征在于,两个滚动轴承(2)分别设置在内腔的顶部和底部。
5.根据权利要求4所述的缸套齿自动检测工装,其特征在于,滚动轴承(2)的一面设置有弹性挡圈(3)。
6.根据权利要求1所述的缸套齿自动检测工装,其特征在于,缸套齿轮(5)与定位套(7)的中心转轴位于同一条竖直直线上。
技术总结
本技术公开了缸套齿自动检测工装,包括定位座,定位座内部设置有内腔,定位座的底部设置有定位套,定位套与定位座之间固定连接;定位座的内腔内转动连接有滚动轴承,定位套的一端转动连接有缸套齿轮,缸套齿轮的底部与定位套可转动地连接,滚动轴承与缸套齿轮的基准外圆间隙配合;定位座的底部设置有缺口,定位座的外侧设置有标准齿轮,标准齿轮一侧从缺口进入到定位座的内腔中,内腔中的标准齿轮与缸套齿轮啮合;该工装可以根据不同类型的缸套齿轮,设计不同位置的定位座,更换不同型号的轴承,以实现各类缸套齿轮的啮合。
技术研发人员:黄昊,高平,沈善林,鲁学军,汪守宇,张龙飞,黄建英
受保护的技术使用者:六安永达机械股份有限公司
技术研发日:20230509
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!