一种高精度孔位置度检具的制作方法
本技术涉及孔位置度检测装置,具体为一种高精度孔位置度检具。
背景技术:
1、检具是工业生产企业用于控制产品各种尺寸(例如孔径、空间尺寸等)的简捷工具,提高生产效率和控制质量,适用于大批量生产的产品,如汽车零部件,以替代专业测量工具,如光滑塞规、螺纹塞规、外径卡规等。因此,孔位置度检测装置也是一种检具。
2、经检索,公告号为cn203964808u的专利公开了孔位置度检具,其内容记载了“,……包括底座,所述底座上通过螺栓固定有防呆块,底座上垂直设置有第一定位销,底座上垂直设有若干与被检测件的孔位置相应的第二定位销,底座中开有避位孔。本实用新型结构简单,检测快捷,可清楚地直接观察被检测孔是否符合位置度要求,从而大大缩短了检测时间提高了生产效率……”,由上述可知,该专利的孔位置度检具通过肉眼观察,精确度低,不适用高要求的工件,使用范围小,存在一定不足之处。
技术实现思路
1、本实用新型旨在解决现有技术或相关技术中存在的问题。
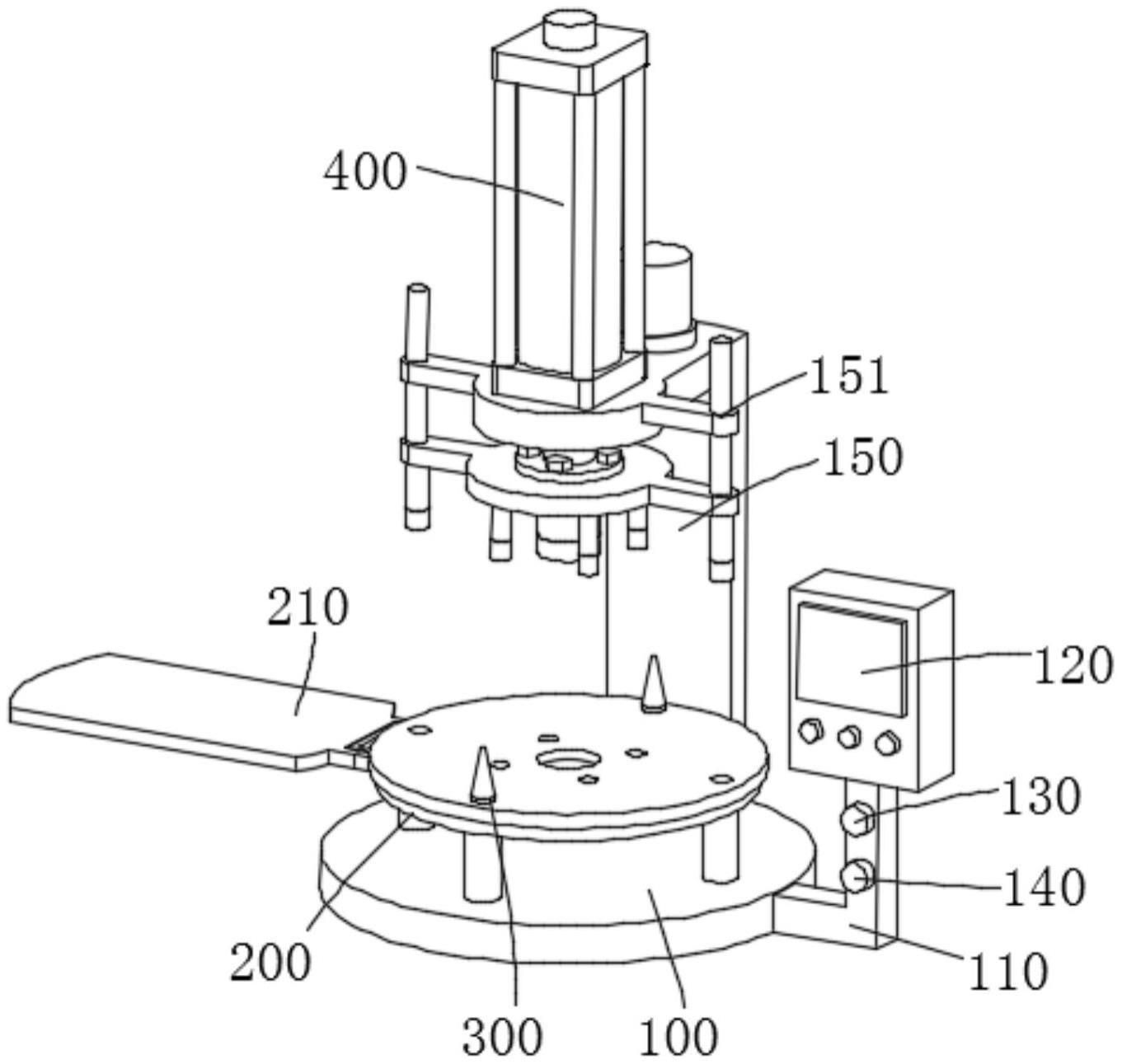
2、为此,本实用新型所采用的技术方案为:一种高精度孔位置度检具,包括底座、支撑架、定位杆和检测组件,所述底座的右侧设置有支撑杆,所述支撑杆的顶端设置有控制器,所述支撑杆的前端依次设置有红色指示灯和绿色指示灯,所述底座的顶端设置有支撑座,所述支撑架设置在所述底座的顶端,所述定位杆设置在所述支撑架的顶端,所述定位杆的顶端设置有锥形柱,所述检测组件包括设置在所述支撑座上的气缸、与所述气缸底部螺栓连接的固定板、设置在所述固定板底端的若干个检测柱和设置在若干个所述检测柱底端的压力传感器。
3、优选的,所述红色指示灯和绿色指示灯均与控制器电性连接。
4、优选的,所述支撑座上开设有限位孔,两个所述限位孔对称分布。
5、优选的,所述支撑架的左侧通过铰链与挡板转动连接。
6、优选的,所述定位杆设置有两个,两个所述定位杆呈圆周分布。
7、优选的,所述固定板的顶部设置有限位杆,两个所述限位杆与相对应的限位孔滑动连接。
8、优选的,所述气缸和压力传感器均与控制器电性连接。
9、通过采用上述技术方案,本实用新型所取得的有益效果为:本实用设置的气缸可通过固定板带动检测柱和压力传感器向下移动,移动的压力传感器可穿插在工件的孔内,当孔位置出现微小偏移时,相对应的压力传感器会感受到工件的压力,并反馈给控制器,控制器会控制红色指示灯发出灯光提醒人们,反之,当孔位置正确时,控制器会控制绿色指示灯发出灯光,精确度高,以便使用,然后设置的锥形柱使得定位杆可快速插入待测工件内,以便通过定位杆确定待测工件的位置,之后设置的挡板可在支撑架上转动,可将挡板转动至支撑架的顶端,之后可控制气缸带动检测柱和压力传感器向下移动,若干个压力传感器会与挡板接触,即可检测若干个压力传感器的压力是否一致,以便在检测前校对。
技术特征:
1.一种高精度孔位置度检具,其特征在于,包括:
2.根据权利要求1所述的一种高精度孔位置度检具,其特征在于,所述红色指示灯(130)和绿色指示灯(140)均与控制器(120)电性连接。
3.根据权利要求2所述的一种高精度孔位置度检具,其特征在于,所述支撑座(150)上开设有限位孔(151),两个所述限位孔(151)对称分布。
4.根据权利要求3所述的一种高精度孔位置度检具,其特征在于,所述支撑架(200)的左侧通过铰链与挡板(210)转动连接。
5.根据权利要求4所述的一种高精度孔位置度检具,其特征在于,所述定位杆(300)设置有两个,两个所述定位杆(300)呈圆周分布。
6.根据权利要求5所述的一种高精度孔位置度检具,其特征在于,所述固定板(420)的顶部设置有限位杆(450),两个所述限位杆(450)与相对应的限位孔(151)滑动连接。
7.根据权利要求6所述的一种高精度孔位置度检具,其特征在于,所述气缸(410)和压力传感器(440)均与控制器(120)电性连接。
技术总结
本技术公开了一种高精度孔位置度检具,本技术包括底座、支撑架和检测组件,底座的右侧设置有支撑杆,支撑杆的顶端设置有控制器,支撑杆的前端依次设置有红色指示灯和绿色指示灯,底座的顶端设置有支撑座,支撑架设置在底座的顶端,检测组件包括设置在支撑座上的气缸、与气缸底部螺栓连接的固定板、设置在固定板底端的若干个检测柱和设置在若干个检测柱底端的压力传感器。在本技术中,设置的气缸可通过固定板带动检测柱和压力传感器向下移动,移动的压力传感器可穿插在工件的孔内,当孔位置出现微小偏移时,相对应的压力传感器会感受到工件的压力,并反馈给控制器,即可通过控制器查看压力值,以便精确检测孔位置度。
技术研发人员:吴一刚,吴跃德
受保护的技术使用者:杭州萧山天辰机械有限公司
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!