一种位置度检具的制作方法
本技术涉及一种检具,具体地说是一种位置度检具。
背景技术:
1、在汽车零件的装配领域,经常会遇到一些特殊的检测要求,其中,支架类产品的机加孔位置度检测十分重要,必须保证各孔相对于工件基准的位置度合格,才能正常进行装配,否则容易引发连接件脱落或者异响等不良后果。由于支架类产品体积小、数量多,机加孔位置度检测频次要求较高,而三坐标检测节拍慢,所以无法满足现场高频检测需求,因此需要一种既简单又方便使用的检具来实现检测。
技术实现思路
1、为解决上述问题,本实用新型的目的在于提供一种位置度检具,能够快速测量支架类产品机加孔相对于工件基准的位置度是否合格。
2、根据本实用新型的一方面,提供一种位置度检具,其包括:底板,具有限位端面的限位块,具有第一模座内孔的第一模座,具有第二模座内孔的第二模座,具有定位圆环端面的定位块,具有定位锥的锥形定位机构,压紧机构,用于装配到第一模座内孔中的第一导套,用于装配到第二模座内孔中的第二导套,具有用于和第一导套的第一导向孔间隙配合的第一导向部的第一检测销,具有用于和第二导套的第二导向孔间隙配合的第二导向部的第二检测销,其中,第一模座的第一下端面、第二模座的第二下端面、限位块的第三下端面、定位块的第四下端面分别与底板的上端面贴合,定位圆环端面的内圆直径比定位锥的大径端部尺寸大,定位锥的小径端部从定位圆环端面露出。
3、优选地,定位块还包括:与底板的第一定位孔配合的第二定位柱、用于安装锥形定位机构的第二定位孔。
4、优选地,定位圆环端面的外圆和内圆的轴线与第二定位柱、第二定位孔之间同轴。
5、优选地,锥形定位机构还包括:装配入第二定位孔中的第一定位柱、围绕第一定位柱圆周周围布置并压缩在定位锥下方和定位块的远离定位圆环端面一侧的内孔端面上方空间内的弹簧、径向贯通第一定位柱的限位腰孔、以及用于穿入限位腰孔以及定位块上相应的定位销孔的定位销。
6、优选地,压紧机构包括:与底板连接固定的压紧支撑座、装配到压紧支撑座上方的压钳以及与压钳连接固定的三爪压头。
7、优选地,第一检测销还包括:与第一导向部同轴的第一检测部。
8、优选地,第二检测销还包括:与第二导向部同轴的第二检测部。
9、优选地,在检测时,待测工件的工件基准面与定位圆环端面贴合,定位锥的小径端部涨紧安装于待测工件的工件基准孔的孔口,限位端面与待测工件的工件第一侧面贴合,压紧机构将待测工件压紧于定位块,第一导向孔与第一定位孔的垂直理论距离与待测工件的第一孔到工件基准孔的垂直理论距离相等,限位端面与第一定位孔的水平理论距离与工件第一侧面到工件基准孔的水平理论距离相等,第一导向孔与定位圆环端面的高度理论距离与第一孔到工件基准面的高度理论距离相等,第二导向孔与第一定位孔的垂直理论距离与第二孔到工件基准孔的垂直理论距离相等,第二导向孔与定位圆环端面的高度理论距离与第二孔到工件基准面的高度理论距离相等。
10、优选地,定位圆环端面的圆环范围大于工件基准面。
11、本实用新型在使用中能够快速测量工件孔相对于工件基准的位置关系;同时,具有结构简单、检测精度高、使用方便、制作成本低等特点。
技术特征:
1.一种位置度检具,其特征在于,包括:底板(1),具有限位端面(2a)的限位块(2),具有第一模座内孔(3b)的第一模座(3),具有第二模座内孔(8b)的第二模座(8),具有定位圆环端面(10a)的定位块(10),具有定位锥(9a)的锥形定位机构(9),压紧机构(11),用于装配到第一模座内孔(3b)中的第一导套(4),用于装配到第二模座内孔(8b)中的第二导套(7),具有用于和第一导套(4)的第一导向孔(4b)间隙配合的第一导向部(5b)的第一检测销(5),具有用于和第二导套(7)的第二导向孔(7b)间隙配合的第二导向部(6b)的第二检测销(6),其中,第一模座(3)的第一下端面(3c)、第二模座(8)的第二下端面(8c)、限位块(2)的第三下端面(2b)、定位块(10)的第四下端面(10d)分别与底板(1)的上端面(1a)贴合,定位圆环端面(10a)的内圆直径比定位锥(9a)的大径端部尺寸大,定位锥(9a)的小径端部从定位圆环端面(10a)露出。
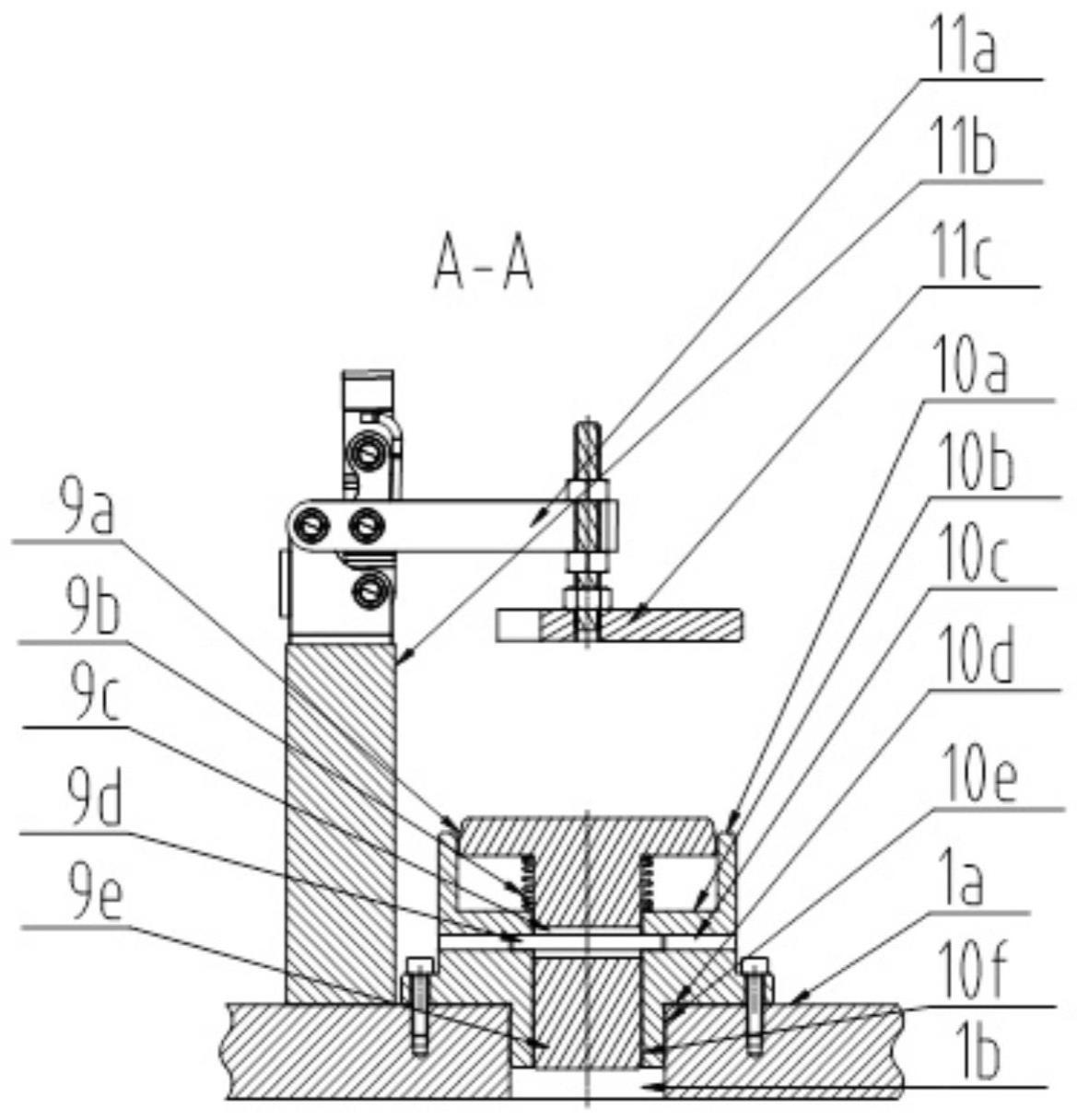
2.根据权利要求1所述的位置度检具,其特征在于,定位块(10)还包括:与底板(1)的第一定位孔(1b)配合的第二定位柱(10e)、用于安装锥形定位机构(9)的第二定位孔(10f)。
3.根据权利要求1所述的位置度检具,其特征在于,定位圆环端面(10a)的外圆和内圆的轴线与第二定位柱(10e)、第二定位孔(10f)之间同轴。
4.根据权利要求2所述的位置度检具,其特征在于,锥形定位机构(9)还包括:装配入第二定位孔(10f)中的第一定位柱(9e)、围绕第一定位柱(9e)圆周周围布置并压缩在定位锥(9a)下方和定位块(10)的远离定位圆环端面(10a)一侧的内孔端面(10b)上方空间内的弹簧(9b)、径向贯通第一定位柱(9e)的限位腰孔(9c)、以及用于穿入限位腰孔(9c)以及定位块(10)上相应的定位销孔(10c)的定位销(9d)。
5.根据权利要求1所述的位置度检具,其特征在于,压紧机构(11)包括:与底板(1)连接固定的压紧支撑座(11b)、装配到压紧支撑座(11b)上方的压钳(11a)以及与压钳(11a)连接固定的三爪压头(11c)。
6.根据权利要求1所述的位置度检具,其特征在于,第一检测销(5)还包括:与第一导向部(5b)同轴的第一检测部(5c)。
7.根据权利要求1所述的位置度检具,其特征在于,第二检测销(6)还包括:与第二导向部(6b)同轴的第二检测部(6c)。
8.根据权利要求2所述的位置度检具,其特征在于,在检测时,待测工件的工件基准面(33)与定位圆环端面(10a)贴合,定位锥(9a)的小径端部涨紧安装于待测工件的工件基准孔(32)的孔口,限位端面(2a)与待测工件的工件第一侧面(31)贴合,压紧机构(11)将待测工件压紧于定位块(10),第一导向孔(4b)与第一定位孔(1b)的垂直理论距离与待测工件的第一孔(34)到工件基准孔(32)的垂直理论距离相等,限位端面(2a)与第一定位孔(1b)的水平理论距离与工件第一侧面(31)到工件基准孔(32)的水平理论距离相等,第一导向孔(4b)与定位圆环端面(10a)的高度理论距离与第一孔(34)到工件基准面(33)的高度理论距离(l3)相等,第二导向孔(7b)与第一定位孔(1b)的垂直理论距离与第二孔(35)到工件基准孔(32)的垂直理论距离相等,第二导向孔(7b)与定位圆环端面(10a)的高度理论距离与第二孔(35)到工件基准面(33)的高度理论距离相等。
9.根据权利要求8所述的位置度检具,其特征在于,定位圆环端面(10a)的圆环范围大于工件基准面(33)。
技术总结
一种位置度检具,包括:限位块、具有第一模座内孔的第一模座、具有第二模座内孔的第二模座、具有定位圆环端面的定位块、具有定位锥的锥形定位机构、压紧机构,第一导套,第二导套,用于和第一导套的第一导向孔间隙配合的第一检测销、用于和第二导套的第二导向孔间隙配合的第二检测销。使用时工件基准面与定位圆环端面贴合,定位锥涨紧工件基准孔孔口,限位块的限位端面与工件耳片侧面贴合,通过压紧机构将工件压紧定位,将各检测销沿各自对应的导套插入,如能插入各自对应的工件孔中,判定工件孔位置度合格,反之不合格,由此能快速测量工件孔相对于工件基准的位置关系。
技术研发人员:周爱东,薛博文,孙晓冕,王渭新,邹海滨,王志学,史锐,王威,范米谦,周洪海
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:20230521
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!