一种飞机零部件孔径检测机构的制作方法
本技术涉及零件测量,特别是涉及一种飞机零部件孔径检测机构。
背景技术:
1、随着科技的发展,检测技术也随着迭代更新,检测手段更加智能化,但也存在个别类型、个别尺寸无法有效检测。
2、锥形孔结构通常为密封结构,锥形孔孔口尺寸在孔口锐边倒圆后无法测出,而锥形孔的尺寸对密封系统的有效性起着决定性作用。
3、因此亟需提供一种飞机零部件孔径检测机构来解决上述问题。
技术实现思路
1、本实用新型所要解决的技术问题是锥形孔结构通常为密封结构,锥形孔孔口尺寸在孔口锐边倒圆后无法测出,而锥形孔的尺寸对密封系统的有效性起着决定性作用。
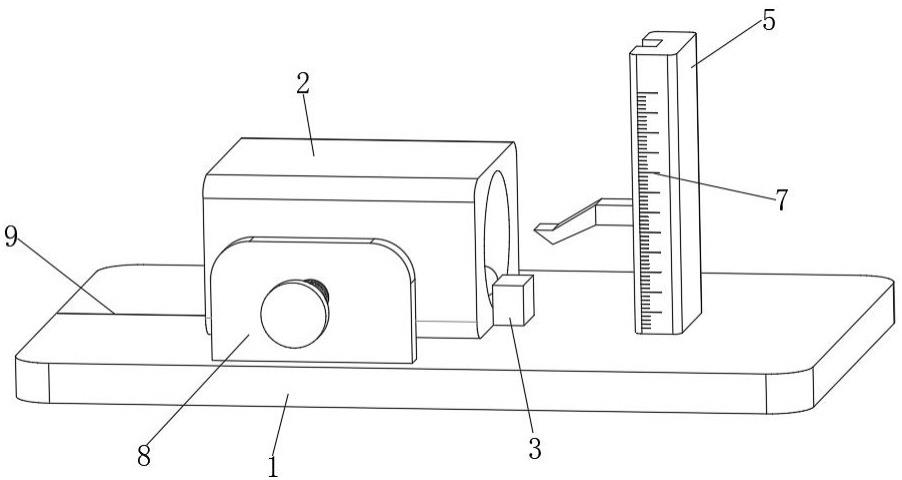
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种飞机零部件孔径检测机构,包括底板,所述底板顶部设置有被测零件,所述被测零件中心设置有标准球,所述底板顶部固定连接有标准块;
3、所述底板顶部一侧固定连接有安装架,所述安装架上滑动连接有指针,所述安装架上设置有刻度线,所述底板顶部设置有与被测零件相对应的限位组件,所述底板1顶部设置有对标线;
4、本实用新型进一步设置为:所述被测零件中心开设有锥形孔。
5、通过上述技术方案,使得能够通过多个测量工具对锥形孔的孔径进行测量。
6、本实用新型进一步设置为:所述标准块的侧壁与被测零件紧密贴合。
7、通过上述技术方案,使得标准块能够对被测零件进行定位,进而通过标准球与被测零件的多个尺寸进行计算。
8、本实用新型进一步设置为:所述标准球置于被测零件孔口处,且标准球与标准块相接触。
9、通过上述技术方案,使得标准球能够受到标准块的限位作用位于被测零件与标准块之间,进而测量其高度。
10、本实用新型进一步设置为:所述安装架中心开设有滑槽,所述指针位于滑槽中心。
11、通过上述技术方案,使得指针能够在安装架中心滑动,进而测量各类数据。
12、本实用新型进一步设置为:所述安装架与底板为一体式结构。
13、通过上述技术方案,使得安装架具备较高的安装稳定性,进而使得设备的使用寿命提升。
14、本实用新型进一步设置为:所述限位组件包括固定连接于底板顶部前后的两个安装板,两个所述安装板上均螺纹连接有螺纹杆,两个所述螺纹杆的一端均固定连接有旋钮,两个所述螺纹杆的另一端均固定连接有限位块。
15、通过上述技术方案,转动旋钮,旋钮带动螺纹杆转动,进而使其在安装板中心发生位移,进而带动限位块发生位移,将被测零件夹紧。
16、本实用新型进一步设置为:两个所述限位块的外壁均与被测零件紧密贴合。
17、通过上述技术方案,使得两个限位块能够将被测零件完全固定,使其在检测时不发生移动,保证检测效果。
18、本实用新型的有益效果如下:
19、1、本实用新型通过设置的多个零部件,使得能够对锥形孔的孔径进行测量,测量操作简单,并且测量效率较高,能够有效检测该尺寸,防止不合格品的产生。
20、2、本实用新型通过设置的限位组件与对标线,使得能够通过被测零件的孔径中心与对标线相对应即可保证被测零件位于正中心位置,再转动两个螺纹杆,使其带动限位块将被测零件夹紧即可完成定位固定。
技术特征:
1.一种飞机零部件孔径检测机构,包括底板(1),其特征在于:所述底板(1)顶部设置有被测零件(2),所述被测零件(2)中心设置有标准球(3),所述底板(1)顶部固定连接有标准块(4);
2.根据权利要求1所述的一种飞机零部件孔径检测机构,其特征在于:所述被测零件(2)中心开设有锥形孔。
3.根据权利要求1所述的一种飞机零部件孔径检测机构,其特征在于:所述标准块(4)的侧壁与被测零件(2)紧密贴合。
4.根据权利要求1所述的一种飞机零部件孔径检测机构,其特征在于:所述标准球(3)置于被测零件(2)孔口处,且标准球(3)与标准块(4)相接触。
5.根据权利要求1所述的一种飞机零部件孔径检测机构,其特征在于:所述安装架(5)中心开设有滑槽,所述指针(6)位于滑槽中心。
6.根据权利要求1所述的一种飞机零部件孔径检测机构,其特征在于:所述安装架(5)与底板(1)为一体式结构。
7.根据权利要求1所述的一种飞机零部件孔径检测机构,其特征在于:所述限位组件(8)包括固定连接于底板(1)顶部前后的两个安装板(801),两个所述安装板(801)上均螺纹连接有螺纹杆(802),两个所述螺纹杆(802)的一端均固定连接有旋钮(803),两个所述螺纹杆(802)的另一端均固定连接有限位块(804)。
8.根据权利要求7所述的一种飞机零部件孔径检测机构,其特征在于:两个所述限位块(804)的外壁均与被测零件(2)紧密贴合。
技术总结
本技术公开了一种飞机零部件孔径检测机构,包括底板,所述底板顶部设置有被测零件,所述被测零件中心设置有标准球,所述底板顶部固定连接有标准块;所述底板顶部一侧固定连接有安装架,所述安装架上滑动连接有指针,所述安装架上设置有刻度线;本技术通过设置的多个零部件,使得能够对锥形孔的孔径进行测量,测量操作简单,并且测量效率较高,能够有效检测该尺寸,防止将不合格品交付给顾客。
技术研发人员:林燕清,林豪,蒋红伟
受保护的技术使用者:成都华航一通科技有限公司
技术研发日:20230522
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!