一种H型钢的翼缘斜度检测卡板的制作方法
本技术属于钢板测量领域,更具体地说,涉及一种h型钢的翼缘斜度检测卡板。
背景技术:
1、h型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“h”相同而得名,由位于中间的腹板和两侧的翼缘组成。由于h型钢的各个部位均以直角排布,因此h型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,目前h型钢已在各个领域内被广泛应用。
2、h型钢在生产出后,为了不影响其后续的使用,一般需要对其性能、尺寸等参数进行检测,剔除掉不合格的产品。其中,对于h型钢两侧的翼缘,其宽度、长度、厚度以及倾斜度等都属于被检测的参数之一。
3、卡板是现有技术中用于测量h型钢两侧翼缘倾斜度误差的测量器具,然而,现有的卡板,例如yb/t 4423-2014《h型钢翼缘斜度用卡板》中的一些卡板推荐样式,对于一些厚规格、大规格的h型钢往往难以方便地进行测量。例如钢铁行业中,对于gb/t 11263-2017《热轧h型钢和部分t型钢》的要求规定的h型钢产品,翼缘宽度一般为100mm至500mm,这种大宽度翼缘的倾斜度测量就十分不便。而且,这种h型钢的腹板和翼缘的轧制连接处是由圆弧圆角过度的,而卡板在对翼缘的倾斜度进行测量时,必须对卡板进行压紧定位从而防止其移动而造成测量误差,因此腹板和翼缘的轧制连接处的圆弧圆角就会对卡板的压紧定位造成影响,导致现有的卡板形式无法准确的测量出全部规格h型钢的翼缘斜度,需要各种不同规格的量具来进行测量,量具较为笨重且测量过程繁琐。
4、中国专利申请号为:cn201420545389.3,公开日为:2015年7月22日的专利文献,公开了一种h型钢翼缘斜度测量工具,属于型钢热轧装置技术领域。它由普通钢板线切割而成,其由腹板基准线、腿部内、外基准线以及把手组成。在对大批量h型钢翼缘斜度进行检测时,只需要使用此测量工具卡在h型钢腿部上,再用塞尺测量腿部基准线与h型钢腿部的最宽记录,即为其翼缘斜度值。使用此测量工具,在进行大批量测量工作时操作简单、快速而准确,减少作业时间和劳动强度,较好的提高了劳动生产率。
5、中国专利申请号为:cn202021738011.7,公开日为:2021年2月19日的专利文献,公开了一种工件弯曲半径检测装置,涉及工件弯曲半径检测技术领域,包括测量工件和基准尺杆,所述测量工件的中部与基准尺杆的一端抵接,所述基准尺杆的中部通过卡板活动卡接有测量尺,所述测量尺与基准尺杆呈十字形设置,所述测量工件为角钢、槽钢、工字钢、h型钢和钢管中的一种,所述测量尺的宽度大于基准尺杆的宽度。
6、上述两种方案的测量装置均能用于测量h型钢的翼缘倾斜度,然而,将这两种方案的测量装置用于厚规格和大规格h型钢的测量时,即存在前面提到的测量不便的问题,且腹板和翼缘的轧制连接处的圆弧圆角也会对上述测量装置的压紧定位造成影响。
技术实现思路
1、1、要解决的问题
2、针对现有的测量h型钢翼缘倾斜度的测量装置难以适用于厚规格和大规格h型钢的测量的问题,本实用新型提供一种h型钢的翼缘斜度检测卡板,能够方便地实现对厚规格和大规格h型钢翼缘倾斜度的测量,错开腹板和翼缘连接处的圆弧圆角进行压紧定位,提高测量精度。
3、2、技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
5、一种h型钢的翼缘斜度检测卡板,包括连接件、腹板压紧板和翼缘测量板;所述腹板压紧板和翼缘测量板分别可拆卸固定安装在连接件的两端;所述腹板压紧板的上下端面为平整结构,所述翼缘测量板的侧面为平整结构。
6、作为技术方案的进一步改进,所述连接件的两端分别具有一个供腹板压紧板和翼缘测量板插入的卡槽。
7、作为技术方案的进一步改进,所述卡槽处的连接件上具有贯穿连接件的通孔,所述腹板压紧板和翼缘测量板上具有位置与连接件上的通孔相配合的通孔,所述腹板压紧板和翼缘测量板通过穿过通孔的铆钉或螺旋螺母与连接件固定连接。
8、作为技术方案的进一步改进,所述卡槽处的连接件上的通孔具有多个,均匀分布在卡槽处的连接件上。
9、作为技术方案的进一步改进,所述腹板压紧板的长度不小于130mm,宽度不小于80mm。
10、作为技术方案的进一步改进,所述腹板压紧板上具有孔洞。
11、作为技术方案的进一步改进,所述腹板压紧板的角部为圆弧结构。
12、作为技术方案的进一步改进,所述腹板压紧板和翼缘测量板的厚度为4-6mm。
13、作为技术方案的进一步改进,所述腹板压紧板和翼缘测量板之间的间距为30-50mm。
14、作为技术方案的进一步改进,所述翼缘测量板为长条状直板,其长度为290-950mm。
15、3、有益效果
16、相比于现有技术,本实用新型的有益效果为:
17、(1)本实用新型一种h型钢的翼缘斜度检测卡板,将腹板压紧板压紧在h型钢的腹板上,并使h型钢的翼缘嵌入腹板压紧板和翼缘测量板之间,通过移动腹板压紧板使翼缘测量板的侧面与翼缘表面贴合,然后观测翼缘测量板的侧面与翼缘表面之间的贴合情况,并用塞尺插入翼缘测量板的侧面与翼缘表面之间的空隙即可对翼缘的斜度进行测量,通过腹板压紧板与腹板之间的压紧定位,避免了翼缘和腹板连接处的圆弧圆角对常规卡板的压紧定位造成影响的问题,同时,其能够很好地适用于大规格和厚规格h型钢的翼缘斜度的测量;
18、(2)本实用新型一种h型钢的翼缘斜度检测卡板,腹板压紧板具有较大的面积,当其压紧在腹板上进行测量定位时,能够尽可能避免腹板上的一些表面质量缺陷如凹坑、划槽等对腹板压紧板的定位精度造成影响,从而提高测量精度;
19、(3)本实用新型一种h型钢的翼缘斜度检测卡板,能够根据需要测量的h型钢的长度等参数对翼缘测量板进行更换,具备较广的适用性;
20、(4)本实用新型一种h型钢的翼缘斜度检测卡板,在减小腹板上的一些表面质量缺陷对腹板压紧定位精度造成影响的同时,通过在腹板压紧板上开设孔洞,减小了腹板压紧板的重量,使得操作人员的测量更加便捷。
技术特征:
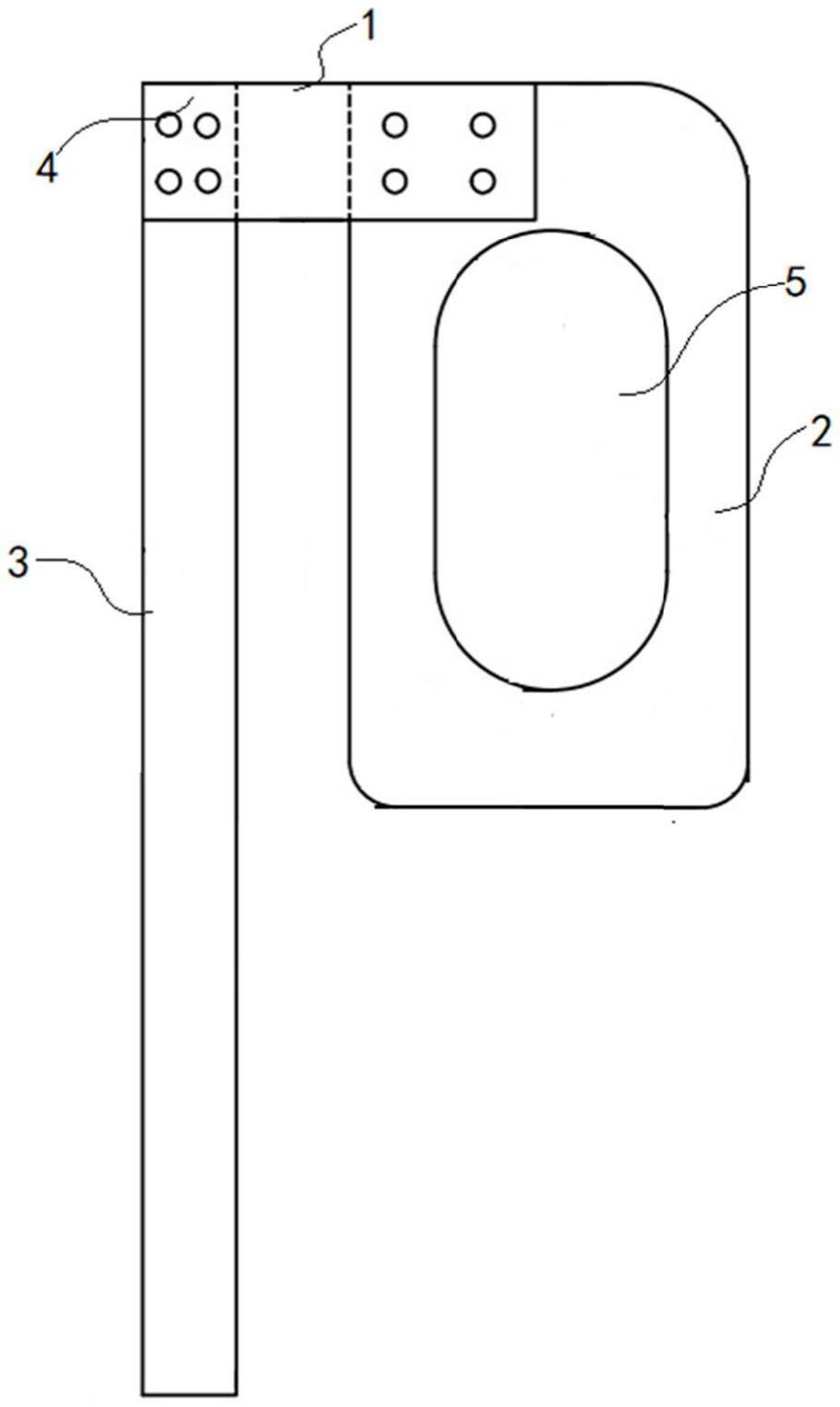
1.一种h型钢的翼缘斜度检测卡板,其特征在于:包括连接件(1)、腹板压紧板(2)和翼缘测量板(3);所述腹板压紧板(2)和翼缘测量板(3)分别可拆卸固定安装在连接件(1)的两端;所述腹板压紧板(2)的上下端面为平整结构,所述翼缘测量板(3)的侧面为平整结构。
2.根据权利要求1所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述连接件(1)的两端分别具有一个供腹板压紧板(2)和翼缘测量板(3)插入的卡槽(4)。
3.根据权利要求2所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述卡槽(4)处的连接件(1)上具有贯穿连接件的通孔,所述腹板压紧板(2)和翼缘测量板(3)上具有位置与连接件(1)上的通孔相配合的通孔,所述腹板压紧板(2)和翼缘测量板(3)通过穿过通孔的铆钉或螺旋螺母与连接件(1)固定连接。
4.根据权利要求3所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述卡槽(4)处的连接件(1)上的通孔具有多个,均匀分布在卡槽(4)处的连接件(1)上。
5.根据权利要求1所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述腹板压紧板(2)的长度不小于130mm,宽度不小于80mm。
6.根据权利要求2所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述腹板压紧板(2)上具有孔洞(5)。
7.根据权利要求3所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述腹板压紧板(2)的角部为圆弧结构。
8.根据权利要求1-7中任意一项所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述腹板压紧板(2)和翼缘测量板(3)的厚度为4-6mm。
9.根据权利要求1-7中任意一项所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述腹板压紧板(2)和翼缘测量板(3)之间的间距为30-50mm。
10.根据权利要求1-7中任意一项所述的一种h型钢的翼缘斜度检测卡板,其特征在于:所述翼缘测量板(3)为长条状直板,其长度为290-950mm。
技术总结
本技术公开了一种H型钢的翼缘斜度检测卡板,属于钢板测量领域。它包括连接件、腹板压紧板和翼缘测量板;所述腹板压紧板和翼缘测量板分别可拆卸固定安装在连接件的两端;所述腹板压紧板的上下端面为平整结构,所述翼缘测量板的侧面为平整结构。本技术能够方便地实现对厚规格和大规格H型钢翼缘倾斜度的测量,错开腹板和翼缘连接处的圆弧圆角进行压紧定位,提高测量精度。
技术研发人员:彦井成,毛振平,马振兴,谷曦,戴小华
受保护的技术使用者:马鞍山钢铁股份有限公司
技术研发日:20230523
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!