扭力梁工件的成品检验装置的制作方法
本技术涉及汽车扭力梁工件的检验装置。
背景技术:
1、内高压成形技术是美国、德国上世纪90年代发明的新型成形技术,最先在航天卫星发射架、飞机油路系统等零部件制造中获得应用,并迅速推广至汽车、轨道车辆等行业,是变直径变壁厚异型管壳类零部件优质、高效、低耗制造成形的最有效工艺技术,是当今国际成形研究和应用发展最为迅速的新技术。
2、在对扭力梁进行内高压成形后,需要通过激光切割工件,而切割后的产品需要对其弧口和型面的弧度进行检验。原先的工件检验装置在产品周围使用定位柱来进行固定,但这样的定位不稳定,工件容易出现晃动,导致弧度检测不精确,影响了检验结果。
技术实现思路
1、本实用新型提供了一种可以牢靠地固定住扭力梁工件,保证弧度检测精确的扭力梁工件的成品检验装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
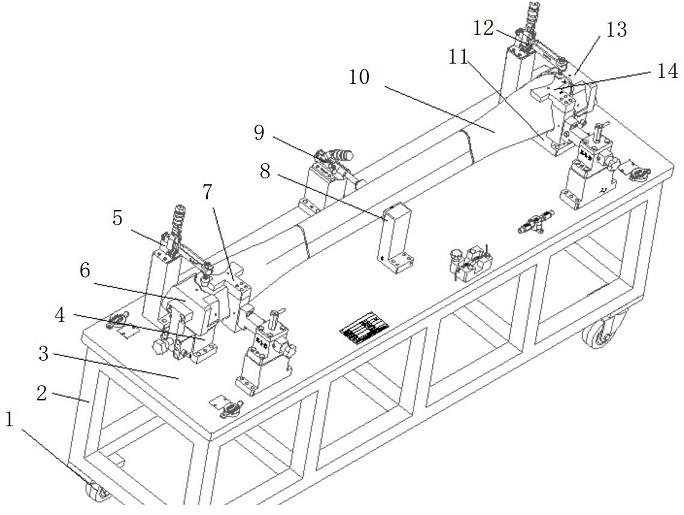
3、扭力梁工件的成品检验装置,它包括底板架,底板架的顶部固定有底板,所述底板顶部设置有定位机构、压紧机构和检测机构,底板中间放置有工件,所述工件中间的两侧分别设置有中间定位块和中间压紧机构,中间压紧机构的底部固定在中间压紧机构底座上,中间压紧机构上设置有扳手和压杆,压杆与中间定位块垂直,扳动扳手后可以带动压杆前后伸缩,中间压紧机构的压杆在扳手作用下伸出后,将工件从水平方向抵在中间定位块的内侧;
4、所述工件的底部两端分别设置有第一定位柱和第二定位柱,所述工件两端架在第一定位柱和第二定位柱上,工件两端的后侧分别设置有第一压紧机构和第二压紧机构,第一压紧机构和第二压紧机构结构相同,第一压紧机构和第二压紧机构设置有扳手和压杆,压杆位于工件正上方,扳动扳手后可以带动压杆上下伸缩,压杆向下伸出后,配合第一定位柱和第二定位柱将工件两端上下固定。
5、优选的,所述工件的两端设置有第一弧口测量基准模块和第二弧口测量基准模块,所述工件两端的前侧分别设置有第一测量基准模块、第二测量基准模块。
6、优选的,所述底板架底部的四个脚上设置有滑轮。
7、优选的,所述中间定位块顶部高出于工件。
8、本实用新型具有的有益效果是:
9、这种扭力梁工件的成品检验装置通过在工件两端和中间设置不同的夹紧机构,从多个方向对扭力梁工件进行固定夹紧,从而保证了定位的稳定性,避免工件出现晃动,使得弧度检测精确,保证了检验结果。
技术特征:
1.扭力梁工件的成品检验装置,其特征是:它包括底板架,底板架的顶部固定有底板,所述底板顶部设置有定位机构、压紧机构和检测机构,底板中间放置有工件,所述工件中间的两侧分别设置有中间定位块和中间压紧机构,中间压紧机构的底部固定在中间压紧机构底座上,中间压紧机构上设置有扳手和压杆,压杆与中间定位块垂直,扳动扳手后可以带动压杆前后伸缩,中间压紧机构的压杆在扳手作用下伸出后,将工件从水平方向抵在中间定位块的内侧;
2.根据权利要求1所述的扭力梁工件的成品检验装置,其特征是:所述工件的两端设置有第一弧口测量基准模块和第二弧口测量基准模块,所述工件两端的前侧分别设置有第一测量基准模块、第二测量基准模块。
3.根据权利要求1所述的扭力梁工件的成品检验装置,其特征是:所述底板架底部的四个脚上设置有滑轮。
4.根据权利要求1所述的扭力梁工件的成品检验装置,其特征是:所述中间定位块顶部高出于工件。
技术总结
本技术涉及扭力梁工件的成品检验装置,它包括底板架,底板架的顶部固定有底板,所述底板顶部设置有定位机构、压紧机构和检测机构,底板中间放置有工件,所述工件中间的两侧分别设置有中间定位块和中间压紧机构,中间压紧机构将工件从水平方向抵在中间定位块的内侧;工件两端架在第一定位柱和第二定位柱上,工件两端的后侧分别设置有第一压紧机构和第二压紧机构,第一压紧机构和第二压紧机构配合第一定位柱和第二定位柱将工件两端上下固定。这种扭力梁工件的成品检验装置通过在工件两端和中间设置不同的夹紧机构,从多个方向对扭力梁工件进行固定夹紧,从而保证了定位的稳定性,避免工件出现晃动,使得弧度检测精确,保证了检验结果。
技术研发人员:薛界平,张瑜,顾陈龙,周华为,华晓阳
受保护的技术使用者:江阴界顺金属科技有限公司
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!