一种锥度螺纹深度校准工具的制作方法
本申请涉及检具,具体涉及一种锥度螺纹深度校准工具。
背景技术:
1、螺纹规,螺纹规又称螺纹通止规、螺纹量规,通常用来检验判定螺纹的尺寸是否正确。螺纹尺寸由螺纹直径与螺距组成。通常在选用螺纹规时要知道检验的螺纹规格。
2、锥度螺纹有图纸要求基准面低于工件表面,在螺纹规对锥度螺纹的螺纹尺寸进行检验时,由于螺纹规的手柄阻挡以及牙规基准面台阶太小而无法使用游标卡尺直接量测牙规基准面深度,使用高度规则面临找水平问题。只能使用先量测基准面到牙规手柄尾端的距离l1,将牙规旋入工件后再量测工件表面到螺纹规手柄尾端的距离l2,然后将l1-l2得到基准面深度,进而根据得到的基准面深度判断锥度螺纹的深度是否合格,这种量测方式过程繁琐。
技术实现思路
1、鉴于上述问题,本申请提供了一种锥度螺纹深度校准工具,解决现有的螺纹规对锥度螺纹的尺寸进行检验过程中,对锥度螺纹的深度校准过程繁琐的问题。
2、为实现上述目的,发明人提供了一种锥度螺纹深度校准工具,包括:
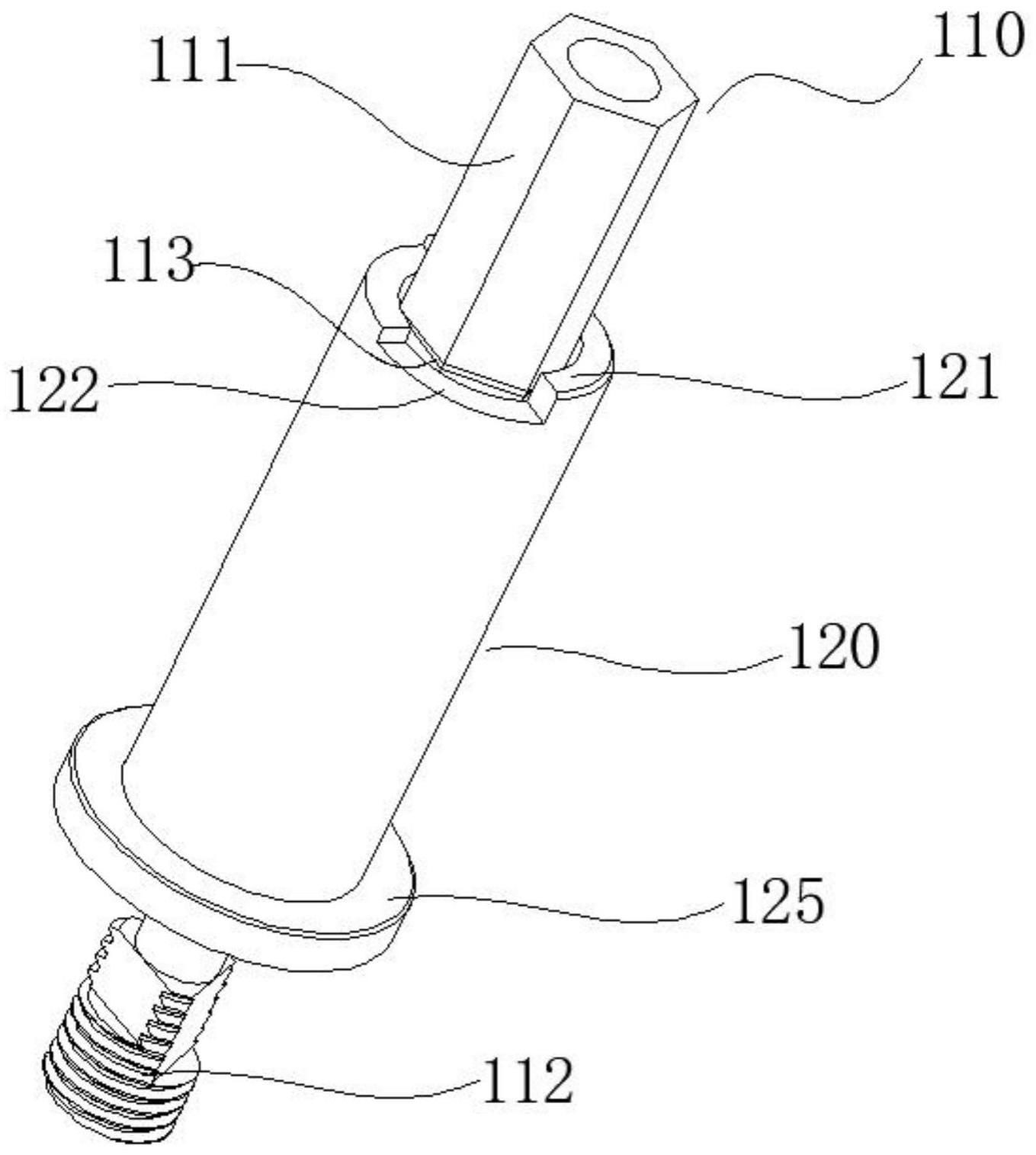
3、螺纹规,所述螺纹规包括手柄及设置在手柄一端的螺纹测量头,所述手柄上设有校准标记;
4、辅助套筒,所述辅助套筒活动套设在所述螺纹规的手柄上,所述辅助套筒的校准端至少设有第一校准台阶及第二校准台阶,所述第一校准台阶的台阶面对应螺纹基准深度的上限,所述第二校准台阶的台阶面对应螺纹基准深度的下限。
5、在一些实施例中,还包括限位杆;
6、所述辅助套筒沿轴向设有第一滑槽;
7、所述限位杆与所述螺纹规的手柄连接,所述限位杆的一端穿过所述第一滑槽至所述辅助套筒的外界。
8、在一些实施例中,所述辅助套筒沿轴向还设有第二滑槽,所述第二滑槽与第一滑槽对称设置在辅助套筒的两侧;
9、所述螺纹规的手柄上设有通孔,所述限位杆穿过所述第一滑槽、所述通孔及所述第二滑槽。
10、在一些实施例中,还包括锁紧螺母;
11、所述限位杆为限位螺栓,所述锁紧螺母与所述限位螺栓螺纹连接。
12、在一些实施例中,所述辅助套筒的接触端设有法兰结构。
13、在一些实施例中,所述辅助套筒的校准端还设有第三校准台阶,所述第三校准台阶对应螺纹基准深度的中间值。
14、在一些实施例中,所述螺纹规的手柄呈六边形。
15、在一些实施例中,所述螺纹规的手柄上设有连接孔,所述螺纹测量头通过螺纹连接安装于所述手柄的连接孔上。
16、区别于现有技术,上述技术方案,当对锥度螺纹的尺寸及深度进行检验时,将螺纹规的螺纹测量头放入锥度螺纹中,然后通过旋转螺纹规的手柄将螺纹测量头旋入锥度螺纹中,对锥度螺纹的尺寸进行检测;而通过将辅助套筒套设在螺纹规的手柄上,当螺纹规的螺纹测量头旋入锥度螺纹内后,将辅助套筒的接触端测量的锥度螺纹的基准面接触,然后根据螺纹规手柄上的校准标记与辅助套筒的校准端上的第一校准台阶的台阶面和第二校准台阶的台阶面的位置关系,既可以对锥度螺纹的深度进行校验,由于第一校准台阶的台阶面对应螺纹基准深度的上限,第二校准台阶的台阶面对应螺纹基准深度的下限,当手柄上的校准标记在第一校准台阶的台阶面和第二校准台阶的台阶面之间,则表示准度螺纹的深度合格,而当手柄上的校准标记不在第一校准台阶的台阶面和第二校准台阶的台阶面之间,则表示准度螺纹的深度不合格,可以不使用游标卡尺或者高度规换算即可直观地判定锥度螺纹的深度是否符合要求,测量方式简单。
17、上述
技术实现要素:
相关记载仅是本申请技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本申请的技术方案,进而可以依据说明书的文字及附图记载的内容予以实施,并且为了让本申请的上述目的及其它目的、特征和优点能够更易于理解,以下结合本申请的具体实施方式及附图进行说明。
技术特征:
1.一种锥度螺纹深度校准工具,其特征在于,包括:
2.根据权利要求1所述的锥度螺纹深度校准工具,其特征在于,还包括限位杆;
3.根据权利要求2所述的锥度螺纹深度校准工具,其特征在于,所述辅助套筒沿轴向还设有第二滑槽,所述第二滑槽与第一滑槽对称设置在辅助套筒的两侧;
4.根据权利要求3所述的锥度螺纹深度校准工具,其特征在于,还包括锁紧螺母;
5.根据权利要求1所述的锥度螺纹深度校准工具,其特征在于,所述辅助套筒的接触端设有法兰结构。
6.根据权利要求1所述的锥度螺纹深度校准工具,其特征在于,所述辅助套筒的校准端还设有第三校准台阶,所述第三校准台阶对应螺纹基准深度的中间值。
7.根据权利要求1所述的锥度螺纹深度校准工具,其特征在于,所述螺纹规的手柄呈六边形。
8.根据权利要求1所述的锥度螺纹深度校准工具,其特征在于,所述螺纹规的手柄上设有连接孔,所述螺纹测量头通过螺纹连接安装于所述手柄的连接孔上。
技术总结
本技术涉及一种锥度螺纹深度校准工具,包括:螺纹规,所述螺纹规包括手柄及设置在手柄一端的螺纹测量头,所述手柄上设有校准标记;辅助套筒,所述辅助套筒活动套设在所述螺纹规的手柄上,所述辅助套筒的校准端至少设有第一校准台阶及第二校准台阶,所述第一校准台阶的台阶面对应螺纹基准深度的上限,所述第二校准台阶的台阶面对应螺纹基准深度的下限。根据螺纹规手柄上的校准标记与辅助套筒的校准端上的第一校准台阶的台阶面和第二校准台阶的台阶面的位置关系,既可以对锥度螺纹的深度进行校验,可以不使用游标卡尺或者高度规换算即可直观地判定锥度螺纹的深度是否符合要求,测量方式简单。
技术研发人员:许赞丘,敬天娇
受保护的技术使用者:福州新密机电有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!