一种角接触轴承凸出量测量工装的制作方法
本技术涉及轴承检测,特别涉及一种角接触轴承凸出量测量工装。
背景技术:
1、随着工业机器人的快速发展,使得对角接触球轴承的需求大量增长,角接触球轴承凸出量是指单个轴承施加预紧力后轴承同一端面处内圈端面相对于外圈端面凸出的距离,是影响轴承使用性能的重要参数。
2、目前,公开号为cn 214537723 u的一种实用新型专利公开了一种角接触球轴承凸出量测量仪,测量时存在如下弊端:将垫圈放在检测平台上,再将待测轴承放在垫圈上,使垫圈与待测轴承的内圈接触,负荷块压在待测轴承外圈上,然后直接进行测量,待测轴承直接放在垫圈上,没有固定待测轴承,在负荷块与角接触球轴承接触时,由于测量人员误碰,角接触球轴承容易沿且径向发生移动,从而导致测量结果不准确,检测精度低。
技术实现思路
1、针对现有技术中存在的问题,本实用新型提供一种角接触轴承凸出量测量工装,能够对角接触球轴承进行限位,避免角接触球轴承发生径向移动,提高了检测精度。
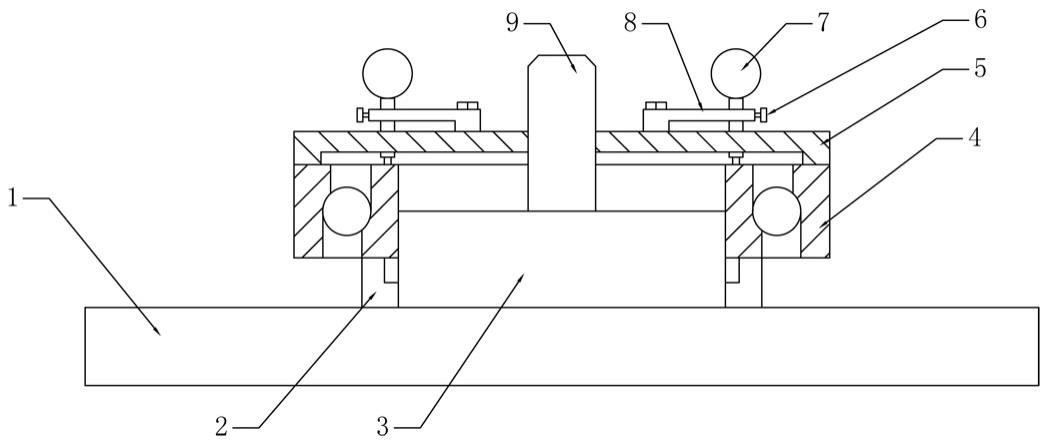
2、本实用新型为解决上述技术问题所采用的技术方案是:一种角接触轴承凸出量测量工装,包括:检测平台,其上设有限位轴,待测轴承的内圈能够套在限位轴上,限位轴上端设有导向轴,限位轴外侧套设有支撑环台,支撑环台与待测轴承内圈下端面接触,用于支撑待测轴承的内圈;
3、测量环台,其滑动套设在导向轴上且位于待测轴承外圈上端面上,测量环台上设有固定架,固定架上设有测量表,测量表的检测端贯穿测量环台且检测端与待测轴承内圈上端面抵触。
4、优选的,所述固定架通过固定螺栓与测量环台连接,测量表贯穿固定架,固定架外壁上设有用于锁紧测量表的锁紧螺栓。
5、优选的,所述测量表为千分表。
6、优选的,所述限位轴包括固定轴和套设在固定轴外侧的限位环,支撑环台套设在限位环外侧,固定轴外侧壁沿其周向设有第一环形磁铁,限位环内侧壁沿其周向设有第二环形磁铁,第一环形磁铁和第二环形磁铁的磁极相反。
7、优选的,所述测量环台上设有用于限位轴通过的第一通孔,第一通孔内侧壁上转动设有多个滚珠,滚珠与导向轴外壁相切。
8、优选的,所述检测平台上端面的平面度为0.02mm-0.06mm。
9、本申请的有益效果为:1、本申请通过设置限位轴,支撑环台和待测轴承均套设在限位轴外侧,能够对支撑环台和待测轴承进行径向限位,避免待测角接触球轴承发生径向移动,通过设置导向轴,一方面保证了测量环台绕着导向轴轴线旋转,另一方面能够对测量环台进行径向限位,避免测量环台发生径向移动,从而保证测量的准确性,提高了测量精度。
10、2、本申请通过设置固定轴和限位环,方便拆卸维修,待限位环使用一段时间磨损后,可更换限位环,操作方便,灵活性强。
11、3、本申请通过设置滚珠,便于测量环台旋转,从而便于检测,通过设置滚珠,使测量环台与导向轴为滚动摩擦,减少支撑环台磨损。
技术特征:
1.一种角接触轴承凸出量测量工装,其特征在于,包括:
2.根据权利要求1所述的一种角接触轴承凸出量测量工装,其特征在于:所述固定架(8)通过固定螺栓与测量环台(5)连接,测量表(7)贯穿固定架(8),固定架(8)外壁上设有用于锁紧测量表(7)的锁紧螺栓(6)。
3.根据权利要求1所述的一种角接触轴承凸出量测量工装,其特征在于:所述测量表(7)为千分表。
4.根据权利要求1所述的一种角接触轴承凸出量测量工装,其特征在于:所述限位轴(3)包括固定轴(301)和套设在固定轴(301)外侧的限位环(302),支撑环台(2)套设在限位环(302)外侧,固定轴(301)外侧壁沿其周向设有第一环形磁铁(10),限位环(302)内侧壁沿其周向设有第二环形磁铁(11),第一环形磁铁(10)和第二环形磁铁(11)的磁极相反。
5.根据权利要求1所述的一种角接触轴承凸出量测量工装,其特征在于:所述测量环台(5)上设有用于限位轴(3)通过的第一通孔,第一通孔内侧壁上转动设有多个滚珠(501),滚珠(501)与导向轴(9)外壁相切。
6.根据权利要求1所述的一种角接触轴承凸出量测量工装,其特征在于:所述检测平台(1)上端面的平面度为0.02mm-0.06mm。
技术总结
本申请涉及一种角接触轴承凸出量测量工装,包括:检测平台和测量环台,检测平台上设有限位轴,待测轴承的内圈能够套在限位轴上,限位轴上端设有导向轴,限位轴外侧套设有支撑环台,支撑环台与待测轴承外圈下端面接触,用于支撑待测轴承的外圈,测量环台滑动套设在导向轴上且位于待测轴承外圈上端面上,测量环台上设有固定架,固定架上设有测量表,测量表的检测端贯穿测量环台且检测端与待测轴承内圈上端面抵触。本申请能够对角接触球轴承进行限位,避免角接触球轴承发生径向移动,提高了检测精度。
技术研发人员:陈艳彩
受保护的技术使用者:洛阳市凯马轴承有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!