一种凸轮轴端面油孔加工气密性自动检测设备的制作方法
本申请涉及凸轮轴端面油孔加工气密性检测,特别是涉及一种凸轮轴端面油孔加工气密性自动检测设备。
背景技术:
1、凸轮轴是活塞发动机里重要的组成部件,其主要作用是控制气门的开启和闭合动作,气门的运动规律关系到一台发动机的动力和运转特性。发动机工作过程中,凸轮轴需要高速运转,这对凸轮轴端部的支承轴颈润滑提出了很高的要求。支承轴颈的润滑油道(也称端面油孔、过油孔)通常设在凸轮轴的轴颈内部,端面油孔的进油口位于凸轮轴的端面上,出油口位于轴颈的侧面上。
2、在凸轮轴加工工序中,有一项对于凸轮轴端面油孔气密性(加工合格与否,是否通畅,以保证润滑油道畅通,能够保证润滑油流通)的检测工序,用于在凸轮轴生产中对端面油孔的加工是否通畅进行检测。现有技术中,通常是由检测人员人工手拿凸轮轴逐一地去观察各个端面油孔,以判断加工后的端面油孔是否通畅,或者是,人工手动将凸轮轴的孔位角向找好,然后再放到检测工位,并将端面油孔的进油口怼到外接气源的通气口上,以向端面油孔内进行通气,以判断加工后的端面油孔是否通畅。这两种检测方式对于连续生产凸轮轴的厂家而言,随着生产线的生产需要同步检测凸轮轴,这就使得人工进行凸轮轴端面油孔加工气密性检测的工作量非常大,导致人工劳动强度大,需要大量人工进行检测,用工成本较大,且人工进行检测的效率也不高,人工检测的随机性高,导致人工检测结果的误差大。
技术实现思路
1、基于此,有必要针对现有的技术中,端面油孔加工气密性需要人工流水线式的手动检测,无法实现自动化检测,导致检测工作量大、劳动强度高、用工成本高、检测效率低以及检测误差大的问题。有必要提供一种凸轮轴端面油孔加工气密性自动检测设备,能够解决现有技术中的上述问题。
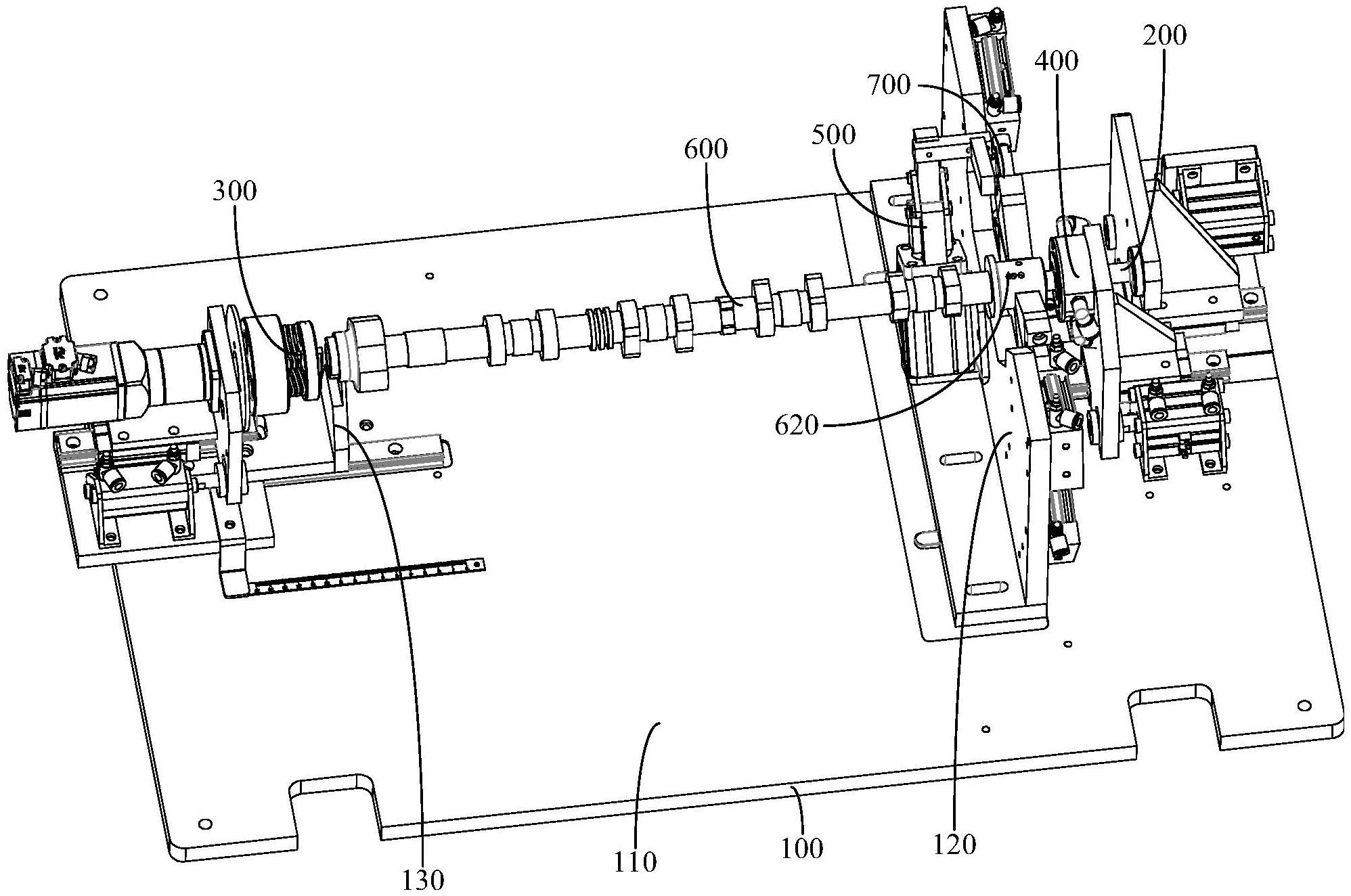
2、一种凸轮轴端面油孔加工气密性自动检测设备,包括基架、顶尖组件、角向找正组件、通气组件和压紧组件,所述基架包括基板和设置于所述基架的立板架和滑架,所述滑架可朝向所述立板架滑动移动,所述顶尖组件、所述角向找正组件和所述通气组件均可滑动设置于所述基板,所述顶尖组件和所述通气组件位于所述立板架背离所述滑架的一侧,所述顶尖组件具有顶尖杆,所述通气组件具有通气环,所述顶尖杆的朝向所述滑架的一端穿过所述通气环,所述角向找正组件位于所述滑架背离所述立板架的一侧,且具有转动件,所述转动件朝向所述滑架的一侧上设置有定位键,所述定位键可与凸轮轴的端面键槽配合,所述压紧组件设置于所述基板,且位于所述立板架和所述滑架之间。
3、优选地,上述一种凸轮轴端面油孔加工气密性自动检测设备中,所述顶尖组件包括第一滑轨、第一滑动架和第一驱动部,所述第一驱动部和所述第一滑轨均固定设置于所述基板,所述第一滑动架与所述第一滑轨滑动配合,且所述第一驱动部与所述第一滑动架驱动相连,所述顶尖杆设置于所述第一滑动架朝向所述滑架的一侧。
4、优选地,上述一种凸轮轴端面油孔加工气密性自动检测设备中,所述通气组件包括第二滑轨、第二滑动架和第二驱动部,所述第二驱动部和所述第二滑轨均固定设置于所述基板,所述第二滑动架与所述第二滑轨滑动配合,且所述第二滑动架位于所述立板架与所述顶尖组件之间,所述第二驱动部与所述第二滑动架驱动相连,所述通气环设置于所述第二滑动架朝向所述滑架的一侧,所述顶尖杆朝向所述滑架的一端穿过所述通气环。
5、优选地,上述一种凸轮轴端面油孔加工气密性自动检测设备中,所述滑架具有安装基板,所述安装基板可滑动设置于所述基板,所述角向找正组件包括第三滑轨、第三滑动架、第三驱动部、转动驱动部和转动连接件,所述第三驱动部和所述第三滑轨均固定设置于所述安装基板,所述第三滑动架与所述第三滑轨滑动配合,且所述第三驱动部与所述第三滑动架驱动相连,所述转动驱动部设置于所述第三滑动架,且与所述转动连接件驱动相连,所述转动连接件背离所述第三滑动架的一侧弹性相连有所述转动件。
6、优选地,上述一种凸轮轴端面油孔加工气密性自动检测设备中,还包括多个密封组件,多个所述密封组件设置于所述立板架背离所述滑架的一侧,所述凸轮轴具有多个端面油孔,多个所述密封组件可一一对应地封堵密封所述端面油孔的出油口。
7、优选地,上述一种凸轮轴端面油孔加工气密性自动检测设备中,所述定位键位于所述转动件回转中心的一侧。
8、本申请采用的技术方案能够达到以下有益效果:
9、本申请实施例公开的一种凸轮轴端面油孔加工气密性自动检测设备中,集成自动定角向和自动检测端面油孔加工合格与否功能,用于自动线中无人干预的全自动运行,能够代替人工进行完成端面油孔的气密性检测,且能够实现自动化检测,无需人工参与,解决现有技术中端面油孔加工气密性需要人工流水线式的手动检测而导致人工进行工件硬度检测的工作量大、人工劳动强度大的问题,无需大量人工进行检测,有效降低用工成本,且通过自动化设备完成柔性生产线上端面油孔加工气密性的检测,无需人工参与,检测效率高,检测动作、过程稳定,不会存在人工检测过程的随机性与动作不稳定性,因此能够使得检测误差小,检测结果较为准确。同时,本申请公开的检测设备可实现柔性生产线上多品种、大批量凸轮轴的自动化定角向操作,以及端面油孔气密性自动化检测,旨在提供一种柔性化自动化加工领域凸轮轴的端面油孔气密性在线实时检测技术。
技术特征:
1.一种凸轮轴端面油孔加工气密性自动检测设备,其特征在于,包括基架(100)、顶尖组件(200)、角向找正组件(300)、通气组件(400)和压紧组件(500),所述基架(100)包括基板(110)和设置于所述基架(100)的立板架(120)和滑架(130),所述滑架(130)可朝向所述立板架(120)滑动移动,所述顶尖组件(200)、所述角向找正组件(300)和所述通气组件(400)均可滑动设置于所述基板(110),所述顶尖组件(200)和所述通气组件(400)位于所述立板架(120)背离所述滑架(130)的一侧,所述顶尖组件(200)具有顶尖杆(210),所述通气组件(400)具有通气环(410),所述顶尖杆(210)的朝向所述滑架(130)的一端穿过所述通气环(410),所述角向找正组件(300)位于所述滑架(130)背离所述立板架(120)的一侧,且具有转动件(310),所述转动件(310)朝向所述滑架(130)的一侧上设置有定位键(320),所述定位键(320)可与凸轮轴(600)的端面键槽(610)配合,所述压紧组件(500)设置于所述基板(110),且位于所述立板架(120)和所述滑架(130)之间。
2.根据权利要求1所述的一种凸轮轴端面油孔加工气密性自动检测设备,其特征在于,所述顶尖组件(200)包括第一滑轨(220)、第一滑动架(230)和第一驱动部(240),所述第一驱动部(240)和所述第一滑轨(220)均固定设置于所述基板(110),所述第一滑动架(230)与所述第一滑轨(220)滑动配合,且所述第一驱动部(240)与所述第一滑动架(230)驱动相连,所述顶尖杆(210)设置于所述第一滑动架(230)朝向所述滑架(130)的一侧。
3.根据权利要求1所述的一种凸轮轴端面油孔加工气密性自动检测设备,其特征在于,所述通气组件(400)包括第二滑轨(420)、第二滑动架(430)和第二驱动部(440),所述第二驱动部(440)和所述第二滑轨(420)均固定设置于所述基板(110),所述第二滑动架(430)与所述第二滑轨(420)滑动配合,且所述第二滑动架(430)位于所述立板架(120)与所述顶尖组件(200)之间,所述第二驱动部(440)与所述第二滑动架(430)驱动相连,所述通气环(410)设置于所述第二滑动架(430)朝向所述滑架(130)的一侧,所述顶尖杆(210)朝向所述滑架(130)的一端穿过所述通气环(410)。
4.根据权利要求1所述的一种凸轮轴端面油孔加工气密性自动检测设备,其特征在于,所述滑架(130)具有安装基板(131),所述安装基板(131)可滑动设置于所述基板(110),所述角向找正组件(300)包括第三滑轨(330)、第三滑动架(340)、第三驱动部(350)、转动驱动部(360)和转动连接件(370),所述第三驱动部(350)和所述第三滑轨(330)均固定设置于所述安装基板(131),所述第三滑动架(340)与所述第三滑轨(330)滑动配合,且所述第三驱动部(350)与所述第三滑动架(340)驱动相连,所述转动驱动部(360)设置于所述第三滑动架(340),且与所述转动连接件(370)驱动相连,所述转动连接件(370)背离所述第三滑动架(340)的一侧弹性相连有所述转动件(310)。
5.根据权利要求1所述的一种凸轮轴端面油孔加工气密性自动检测设备,其特征在于,还包括多个密封组件(700),多个所述密封组件(700)设置于所述立板架(120)背离所述滑架(130)的一侧,所述凸轮轴(600)具有多个端面油孔(620),多个所述密封组件(700)可一一对应地封堵密封所述端面油孔(620)的出油口。
6.根据权利要求1所述的一种凸轮轴端面油孔加工气密性自动检测设备,其特征在于,所述定位键(320)位于所述转动件(310)回转中心的一侧。
技术总结
本申请涉及一种凸轮轴端面油孔加工气密性自动检测设备,顶尖组件、角向找正组件和通气组件均可滑动设置于基板,顶尖组件和通气组件位于立板架背离滑架的一侧,顶尖组件具有顶尖杆,通气组件具有通气环,顶尖杆的朝向滑架的一端穿过通气环,角向找正组件位于滑架背离立板架的一侧,可与凸轮轴的端面键槽配合,压紧组件设置于基板,且位于立板架和滑架之间。集成自动定角向和自动检测端面油孔加工合格与否功能,用于自动线中无人干预的全自动运行,能够代替人工进行完成端面油孔的气密性检测,能够实现自动化检测,无需人工参与,解决现有技术中端面油孔加工气密性需要人工流水线式的手动检测而导致的问题。
技术研发人员:严鹏山,王小龙,马建勇,杨振宁,胡天宇,乔德宁
受保护的技术使用者:一工机器人银川有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!