涂刷型气密性检测机构的制作方法
本技术属于机械,特别涉及一种涂刷型气密性检测机构。
背景技术:
1、在非标自动化领域,经常使会出现一些特殊的产品,因本身材料及功用的原因,往往需求一些功能复杂的测试设备进行检测。
2、一般对圆筒内壁焊接口进行涂刷检测,都是人工手动进行操作,这样的操作,首先人工需要根据圆筒的大小和形状的不同,采取不一样的动作,并用刷子进行涂刷,这个过程,需要人工用眼睛时刻盯着,而且手动涂刷的速度也不能过快,最好缓慢而匀速。这样一套流程下来,多个圆筒的检测就会导致人工疲劳,可能出现一些失误的操作,进而导致效率低下增加时间成本。
3、本实用新型实现半自动化涂刷肥皂水进行圆筒内壁焊接口气密检测,方便人工进行高效率的工作。
技术实现思路
1、本实用新型提供了一种涂刷型气密性检测机构,以解决现有技术中的问题。
2、为了实现上述目的,本实用新型采用以下技术方案:
3、一种涂刷型气密性检测机构,包括依次自上以下设置的升降机构、旋转机构、摇摆机构和喷涂拍摄标记机构,所述升降机构带动旋转机构上下运动,所述摇摆机构带动喷涂拍摄标记机构至待检测件13内部需要检测位置,所述旋转机构带动摇摆机构旋转,使得喷涂拍摄标记机构对待检测件13内部需要检测位置旋转进行泡沫的喷涂、拍摄及标记;
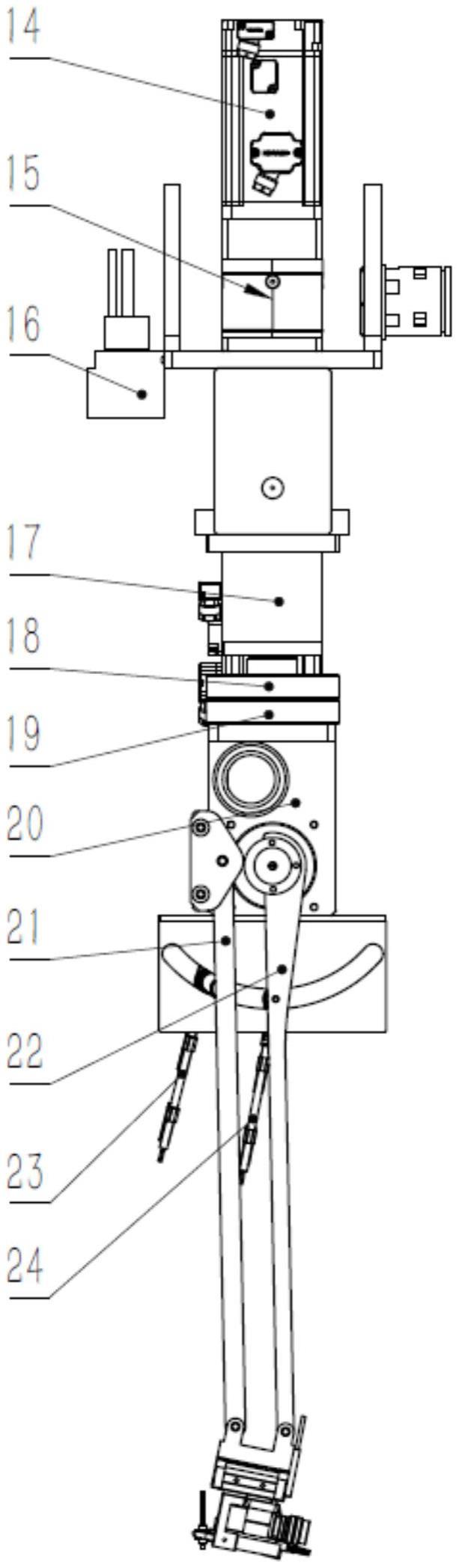
4、所述摇摆机构包括摇摆伺服电机28,所述摇摆伺服电机28配合减速机c29带动主动杆22转动,主动杆22带动从动杆21转动,再通过主动杆22和从动杆21连接的连接座30带动喷涂拍摄标记机构左右运动,
5、所述喷涂拍摄标记机构包括连接座30、内窥镜37、圆点印章38和刷子36,所述连接座30的前端自上至下依次设置有限定反射光纤39、圆点印章38和刷子36,所述刷子36的一侧为内窥镜37,所述刷子36的另一侧为连接杆34,所述刷子36尾部还设置有水管35,所述水管35连接泡沫泵16,通过限定反射光纤39进行喷涂拍摄标记机构到待检测件13内筒壁距离判定,所述连接座30的后端设置有气爪32和反射光纤40,通过反射光纤40进行喷涂拍摄标记机构到待检测件13底面的距离判定,所述连接座30侧壁的连接板31上设置有微动开关33,所述圆点印章38的后方设置有紧固块43,所述紧固块43的上方为前连接块42,紧固块43的后方为后连接块41,所述后连接块41与连接杆34相接,且反射光纤40固定于后连接块41与连接杆34后方,所述气爪32驱动前连接块42和后连接块41。
6、进一步的,所述主动杆22比从动杆21长,主动杆22的下端低于从动杆21的下端,即喷涂拍摄标记机构自外向内由高至低倾斜。
7、进一步的,所述内窥镜37有线或无线外接显示器。
8、进一步的,所述升降机构包括升降板2、斜齿轮5、升降伺服电机9、减速机a10、斜齿条11和滑轨12,
9、进一步的,所述升降伺服电机9配合减速机a10带动斜齿轮5转动,斜齿轮5通过和斜齿条11啮合,将旋转运动转化为直线运动,并通过滑轨12带动升降板2上下运动。
10、进一步的,所述升降机构还包括上限位件3、下限位件4、升降正极限点6、升降原点7和升降负极限点8,所述升降正极限点6、升降原点7和升降负极限点8自上至下依次设置,所述升降正极限点6对应设置有上限位件3,所述升降负极限点8对应设置有下限位件4。
11、进一步的,所述升降机构还包括拖链钣金1,拖链钣金1上设置有拖链,斜齿条11位于拖链上。
12、进一步的,所述摇摆机构还包括摇摆负极限点23和摇摆原点24,所述摇摆负极限点23和摇摆原点24安装于减速机c29下方的连板上。
13、进一步的,所述旋转机构包括旋转伺服电机14、减速机b15、轴承17、上连接法兰18、下连接法兰19和l型连接板20,所述旋转伺服电机14配合减速机b15通过联轴器25带动旋转轴26转动,旋转轴26通过组合轴承17定位,带动上连接法兰18转动,上连接法兰18带动下连接法兰19转动,下连接法兰19带动l型连接板20转动,进而带动主动杆22、从动杆21和喷涂拍摄标记机构转动。
14、进一步的,所述旋转机构的旋转轴26上还设置有旋转原点27,复位时通过旋转原点27判定,所述摇摆伺服电机28安装于旋转原点27正下方。
15、进一步的,所述泡沫泵16安装于旋转机构上,所述泡沫泵16启动后,将肥皂水吸入转成泡沫输出到水管35,水管35与刷子36绑在一起,泡沫流到刷子36上。
16、进一步的,所述减速机a10为1:10减速机,所述减速机b15为1:5减速机,所述减速机c29为1:3减速机。
17、与现有技术相比,本实用新型具有以下有益效果:
18、本实用新型中升降机构结合摇摆机构将喷涂拍摄标记机构移动至待检测件的检测位置,再通过旋转机构带动喷涂拍摄标记机构旋转,进而完成喷涂拍摄标记机构对圆筒内壁焊接口进行涂刷肥皂水的气密性检测。
技术特征:
1.一种涂刷型气密性检测机构,其特征在于:包括依次自上以下设置的升降机构、旋转机构、摇摆机构和喷涂拍摄标记机构,所述升降机构带动旋转机构上下运动,所述摇摆机构带动喷涂拍摄标记机构至待检测件(13)内部需要检测位置,所述旋转机构带动摇摆机构旋转,使得喷涂拍摄标记机构对待检测件(13)内部需要检测位置旋转进行泡沫的喷涂、拍摄及标记;
2.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
3.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
4.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
5.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
6.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
7.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
8.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
9.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
10.根据权利要求1所述的涂刷型气密性检测机构,其特征在于:
技术总结
本技术公开了一种涂刷型气密性检测机构,包括依次自上以下设置的升降机构、旋转机构、摇摆机构和喷涂拍摄标记机构,所述升降机构带动旋转机构上下运动,所述摇摆机构带动喷涂拍摄标记机构至待检测件内部需要检测位置,所述旋转机构带动摇摆机构旋转,使得喷涂拍摄标记机构对待检测件内部需要检测位置旋转进行泡沫的喷涂、拍摄及标记;本技术中升降机构结合摇摆机构将喷涂拍摄标记机构移动至待检测件的检测位置,再通过旋转机构带动喷涂拍摄标记机构旋转,进而完成喷涂拍摄标记机构对圆筒内壁焊接口进行涂刷肥皂水的气密性检测。
技术研发人员:李波,周勇
受保护的技术使用者:南京阿普顿自动化系统有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!