水泵总成法兰旋转状态时的平行度自动检测设备的制作方法
本技术涉及发动机冷却水泵总成法兰平行度的自动检测,尤其涉及水泵总成法兰旋转状态时的平行度自动检测设备。
背景技术:
1、随着社会经济和科技的发展,当今社会人们对机械制造的精密度和精细度的要求越来越高,目前平行度检测基本上采用的三坐标设备检测,三坐标检测精度是比较高的,但是存在两个问题:1.产品法兰不能人工旋转,会影响检测精度,除非配置专用检具使其旋转;2.三坐标设备检测效率低,每次检测需要重新建立产品的基准。
2、cn 216348332u公开了一种快速检测发动机轴承盖端面厚度平行度检具,包括底板,所述底板上设有两个定位块,两个所述定位块的顶端分别设有高度尺,所述高度尺上设有能够上下调位的百分表,两个所述定位块上设有压紧所述高度尺的压紧机构。检测难度高、误差较大、检测效率低。
技术实现思路
1、为克服上述缺陷,本实用新型的目的在于提供水泵总成法兰旋转状态时的平行度及总成法兰安装高度自动检测设备,结构简单,易于制造,降低了检测难度,提高了检测效率,保证了水泵出厂的合格率。
2、为实现上述目的,本实用新型采用如下技术方案:
3、一种水泵总成法兰旋转状态时的平行度自动检测设备,包括底板、机箱、电机安装座、电机、同步带轮、同步带、旋转轴、挡销、和激光传感器;所述机箱固定在所述底板的顶部后侧,所述电机安装座固定在所述底板的顶部前侧;所述电机通过所述电机安装座安装于所述底板上,所述电机通过所述同步带轮和所述同步带带动所述旋转轴旋转,并通过所述挡销带动产品法兰旋转;所述激光传感器安装于所述机箱上。
4、可选的,包括定位销和夹具体;所述夹具体通过支腿固定于所述底板上;所述定位销固定于所述夹具体。
5、可选的,包括旋转夹紧气缸,所述旋转夹紧气缸与所述底板连接。
6、可选的,包括深沟球轴承和轴承座;所述轴承座设置在所述底板上;所述深沟球轴承和所述旋转轴位于所述轴承座内;所述旋转轴的端部与所述深沟球轴承连接。
7、可选的,包括两个校对块;所述校对块放置在所述底板上,分别位于所述夹具体的两侧。
8、本实用新型的积极有益效果:
9、1)基于gd&t公差带的原理设计,利用夹具体模拟基准面,利用两个激光传感器检测被测平面,根据激光传感器反馈的具体数值进行平行度及总成法兰安装高度计算。
10、2)利用电机、带轮和同步带带动旋转轴转动;使旋转轴上的挡销带动产品的叶轮转动,从而使产品法兰进入旋转状态。
11、3)不仅能检测平行度还可以检测法兰安装高度。
12、本实新结构简单,易于制造,已实际运用,对水泵总成法兰旋转状态时的平行度及总成法兰安装高度实现了在线100%检测,有效的防止了不合格产品流出的风险,降低了检测难度,提高了检测效率,保证了水泵出厂的合格率。
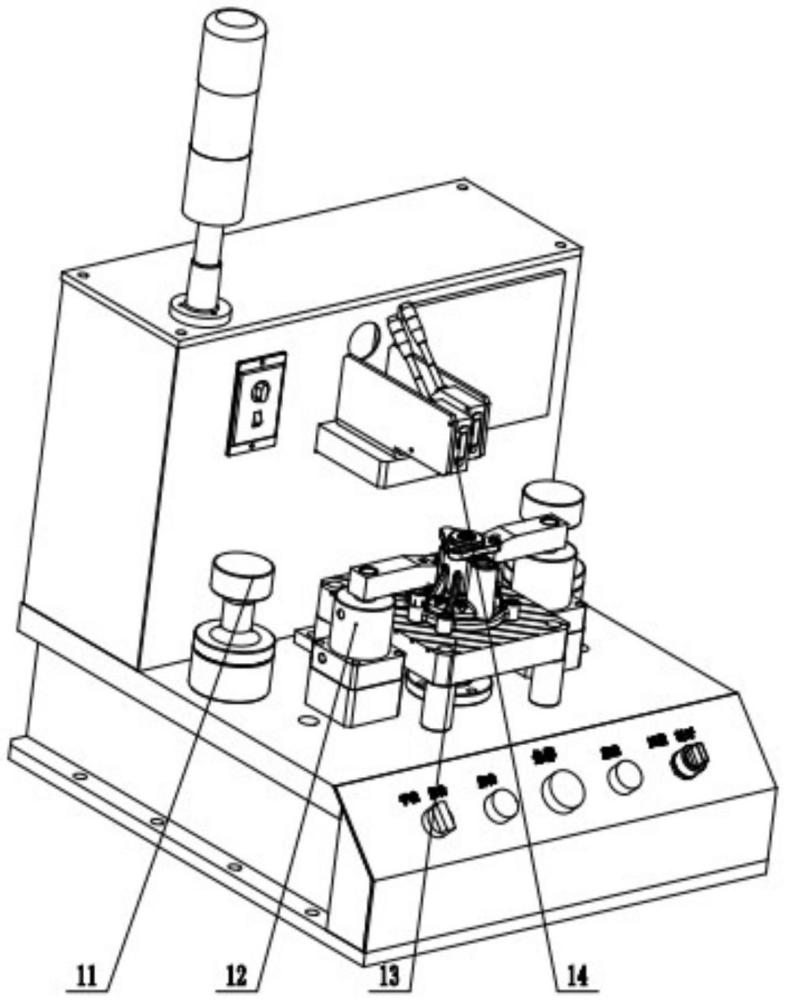
13、1、底板;2、电机安装座;3、电机;4、同步带轮;5、同步带;6、旋转轴;7、深沟球轴承;8、轴承座;9、挡销;10、定位销;11、校对块;12、旋转夹紧气缸;13、夹具体;14、激光传感器。
技术特征:
1.一种水泵总成法兰旋转状态时的平行度自动检测设备,其特征在于,包括底板、机箱、电机安装座、电机、同步带轮、同步带、旋转轴、挡销、和激光传感器;所述机箱固定在所述底板的顶部后侧,所述电机安装座固定在所述底板的顶部前侧;所述电机通过所述电机安装座安装于所述底板上,所述电机通过所述同步带轮和所述同步带带动所述旋转轴旋转,并通过所述挡销带动产品法兰旋转;所述激光传感器安装于所述机箱上。
2.如权利要求1所述的一种水泵总成法兰旋转状态时的平行度自动检测设备,其特征在于,包括定位销和夹具体;所述夹具体通过支腿固定于所述底板上;所述定位销固定于所述夹具体。
3.如权利要求2所述的一种水泵总成法兰旋转状态时的平行度自动检测设备,其特征在于,包括旋转夹紧气缸,所述旋转夹紧气缸与所述夹具体连接。
4.如权利要求3所述的一种水泵总成法兰旋转状态时的平行度自动检测设备,其特征在于,包括深沟球轴承和轴承座;所述轴承座设置在所述底板上;所述深沟球轴承和所述旋转轴位于所述轴承座内;所述旋转轴的端部与所述深沟球轴承连接。
5.如权利要求4所述的一种水泵总成法兰旋转状态时的平行度自动检测设备,其特征在于,包括两个校对块;所述校对块放置在所述底板上,分别位于所述夹具体的两侧。
技术总结
本技术公开了水泵总成法兰旋转状态时的平行度自动检测设备,包括底板、机箱、电机安装座、电机、同步带轮、同步带、旋转轴、挡销、和激光传感器;所述机箱固定在所述底板的顶部后侧,所述电机安装座固定在所述底板的顶部前侧;所述电机通过所述电机安装座安装于所述底板上,所述电机通过所述同步带轮和所述同步带带动所述旋转轴旋转,并通过所述挡销带动产品法兰叶轮旋转;所述激光传感器安装于所述机箱上。结构简单,易于制造,降低了检测难度,提高了检测效率,保证了水泵出厂的合格率。
技术研发人员:冯长虹,江慧丽,张倡伟,辛博,张祎,袁源,袁飞
受保护的技术使用者:西峡县飞龙铝制品有限责任公司
技术研发日:20230630
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!