一种焊缝质量检测装置及系统的制作方法
本申请涉及焊接质量检测,尤其涉及一种焊缝质量检测装置及系统。
背景技术:
1、焊接技术作为现代机械制造的一种重要技术手段,目前被广泛应用于机械制造中。焊接过程中,焊缝的温度影响焊接质量。焊缝的质量检测主要包括:焊缝外观形状和表面缺陷检测、焊缝内部缺陷检测、焊缝各种性能检测。对于焊缝外观形状和表面缺陷检测主要通过人眼观察,目前也有采用可见光视觉检测方法进行焊缝的表面质量检测,而焊缝内部缺陷的检测主要采用x射线、超声波探伤等无损检测方法实现。x射线方法应采用辐射方式检测,需要采用防辐射装置来避免辐射危险,导致其成本较高,安全性不高;超声波探伤方法具有检测灵敏度高、速度快的优点,但在检测时需要使用超声耦合剂,并对操作人员的技术要求很高。此外,焊接质量的检测环境较为恶劣,在焊接过程中会出现非常明亮的光线,高温,强磁场,飞溅,烟雾等干扰因素会对测试质量产生影响。
2、需要说明的是,这里的陈述仅提供与本申请有关的背景信息,而不必然地构成现有技术。
技术实现思路
1、鉴于上述问题,本申请提出了一种克服上述问题或者至少部分地解决上述问题的焊缝质量检测装置及系统。
2、本申请实施例采用下述技术方案:
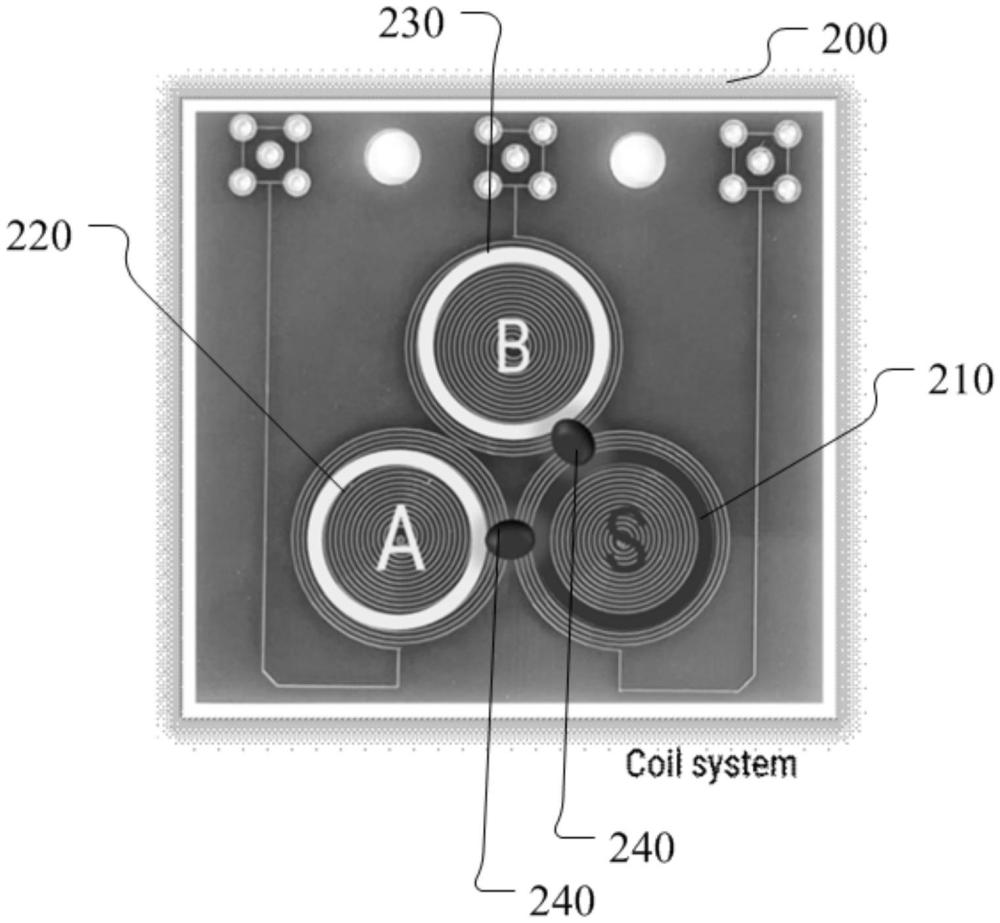
3、第一方面,本申请实施例提供一种焊缝质量检测装置,所述装置包括:第一线圈,作为发送线圈;第二线圈以及第三线圈,作为接收线圈;所述第二线圈、所述第三线圈、所述第一线圈两两之间分别耦合,用以对焊接过程中的焊缝进行非接触测量。
4、优选地,测量时,所述检测装置在焊接过程中跟随焊头移动。所述焊缝位于所述第二线圈与所述第一线圈耦合的中间区域,或者所述焊缝位于所述第三线圈与所述第一线圈耦合的中间区域。所述第一线圈至少包括一个,所述第二线圈以及所述第三线圈与所述第一线圈相同。所述检测装置的激发频率数量控制2-3个以内。
5、优选地,所述装置还包括:设置在主板上向外部通信的串口通讯接口。所述发送线圈至少包括一个,所述接收线圈的数量大于所述发送线圈的数量。
6、优选地,所述第二线圈以及所述第三线圈分别与所述第一线圈耦合。
7、第二方面,本申请实施例还提供一种焊缝质量检测系统,包括多个如第一方面所述的检测装置,多个所述检测装置通过iic总线通讯连接。所述焊缝质量检测系统,还用于根据对焊接过程中的焊缝进行非接触测量的结果计算所述焊缝的耦合电感值,以得到待测物体的温度,所述焊缝位于所述待测物体上。
8、本申请实施例采用的上述至少一个技术方案能够达到以下有益效果:
9、本申请利用涡流效应的基本原理,通过三线圈之间的耦合,计算耦合电感的数值,逆推出焊接板的温度,实现了对焊接质量的实时检测。采用本申请的焊缝检测装置可以在较为极端的焊接工作环境下,对焊缝质量进行实时精确检测。
10、本申请技术方案的上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.一种焊缝质量检测装置,其特征在于,所述检测装置包括:
2.如权利要求1所述检测装置,其特征在于,所述检测装置的激发频率数量控制3个以内。
3.如权利要求1所述检测装置,其特征在于,所述检测装置还包括:设置在主板上向外部通信的串口通讯接口。
4.如权利要求1所述检测装置,其特征在于,所述第一线圈至少包括一个,所述第二线圈以及所述第三线圈与所述第一线圈相同。
5.如权利要求1所述检测装置,其特征在于,所述发送线圈至少包括一个,所述接收线圈的数量大于所述发送线圈的数量。
6.如权利要求1所述检测装置,其特征在于,所述第二线圈以及所述第三线圈分别与所述第一线圈耦合。
7.一种焊缝质量检测系统,其特征在于,包括多个如权利要求1至6任一项所述的检测装置,多个所述检测装置通过iic总线通讯连接。
技术总结
本申请公开了一种焊缝质量检测装置及系统。所述焊缝质量检测装置包括,第一线圈,作为发送线圈;第二线圈以及第三线圈,作为接收线圈;所述第二线圈、所述第三线圈、所述第一线圈两两之间分别耦合,用以对焊接过程中的焊缝进行非接触测量。采本申请的技术方案可以实现在极端的焊接工作环境下,利用涡流效应的基本原理,通过计算耦合电感的数值,获取焊接的温度,对焊接质量进行实时检测。
技术研发人员:侯苏入
受保护的技术使用者:北京京深深向科技有限公司
技术研发日:20230705
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!