一种扯离试件的制作工装的制作方法
本技术涉及固体火箭发动机燃烧室界面粘接强度测试,尤其涉及一种扯离试件的制作工装。
背景技术:
1、扯离试件由接头与绝热层之间通过胶粘剂粘接并固化而成,在扯离强度测试时,负荷沿轴线垂直作用于试件的粘接面,按照规定速度施加拉力,至试件拉断可获得界面的扯离强度。扯离试件的扯离强度是固体火箭发动机燃烧室内绝热层与钢壳体之间的界面粘接强度的间接表征,表征的准确性至关重要,矩形扯离试件的粘接强度除了受胶粘剂、绝热层批次配方、固化工艺参数影响外,与制作方法也息息相关。
2、现有扯离试件使用手工方式制作,在制作过程中,存在试件局部错位与施压压强不可控的问题。试件局部错位不仅会导致有效粘接面积变小,还会导致拉伸测试时,粘接面受较强的剪切力,导致测量结果误差。对正互粘后使用台钳对试件施压,压力大小依靠操作人员经验。压力大时胶液会从试件周围溢出,粘接面留存胶液少,局部区域甚至缺胶,导致有效粘接面积面积减小;施加压力小时,无法将胶液中残存气体挤出,固化后易出现气孔类缺陷。
3、为解决扯离试件施压压强不可控的问题,申请公开号为cn112525650a的发明创造中公开了一种φ25mm扯离试件的制作工装,但该工装不仅结构复杂,且只能提供固定的压紧力,压紧力的均匀性较差。
4、因此,亟需一种扯离试件的制作工装来解决上述问题。
技术实现思路
1、基于以上所述,本实用新型的目的在于提供一种扯离试件的制作工装,施压压强可控,能避免试件局部错位,制作的试件良率较高。
2、为达上述目的,本实用新型采用以下技术方案:
3、一种扯离试件的制作工装,包括:
4、壳体,所述壳体具有开口端,所述壳体的内底部设置有至少一个限位部,每个接头限位于一个所述限位部,所述壳体内还能容纳绝缘料,所述绝缘料覆盖于所述接头的上端面;
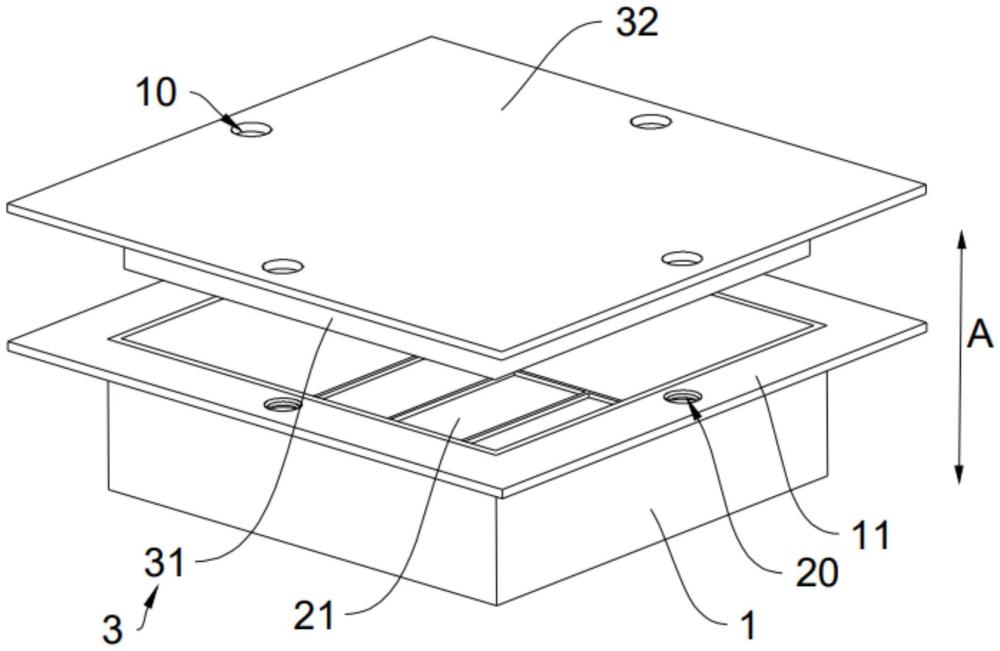
5、下压组件,正对所述开口端并沿所述开口端的法向位置可调,所述下压组件包括压块,所述压块的至少部分能从所述开口端伸入所述壳体内,以下压所述绝缘料。
6、作为一种扯离试件的制作工装的优选方案,所述压块的外周形状和尺寸均与所述壳体的内周壁相适配。
7、作为一种扯离试件的制作工装的优选方案,所述下压组件还包括:
8、盖板,所述盖板正对所述开口端并能沿所述开口端的法向靠近或远离所述壳体,所述压块设置于所述盖板靠近所述开口端的一侧,所述盖板能盖接于所述开口端。
9、作为一种扯离试件的制作工装的优选方案,所述开口端的端口朝外延伸设置有挡板,所述盖板能抵接于所述挡板。
10、作为一种扯离试件的制作工装的优选方案,还包括:
11、驱动机构,所述盖板连接于所述驱动机构的驱动端,所述驱动机构能驱动所述盖板沿所述开口端的法向移动。
12、作为一种扯离试件的制作工装的优选方案,还包括:
13、至少一个导向件,所述盖板上至少设置有一个第一导向孔,所述挡板上至少设置有一个第二导向孔,每个所述导向件穿设一个所述第一导向孔和一个所述第二导向孔。
14、作为一种扯离试件的制作工装的优选方案,所述盖板沿所述开口端的法向位置可调地连接于所述挡板。
15、作为一种扯离试件的制作工装的优选方案,还包括:
16、调节件,所述调节件包括连接的连接部和螺栓部,所述盖板和所述挡板的其中一个上开设有限位孔,另一个上开设有螺纹孔,所述连接部限位连接于所述限位孔并能在所述限位孔中转动,所述螺栓部螺纹连接所述螺纹孔。
17、作为一种扯离试件的制作工装的优选方案,所述限位部包括第一限位部,所述壳体的内底部开设有限位槽形成所述第一限位部,所述接头限位于所述限位槽中。
18、作为一种扯离试件的制作工装的优选方案,所述限位部还包括第二限位部,所述限位槽的槽底开设有定位孔形成所述第二限位部,所述接头上设置有凸起结构,所述凸起结构限位于所述定位孔中。
19、本实用新型的有益效果为:
20、本实用新型提供一种扯离试件的制作工装,该扯离试件的制作工装包括壳体和下压组件,通过在壳体内设置限位部,使得接头在壳体内的位置固定,避免在接料过程中接头出现错位导致有效粘接面积不可控。接头限位在限位部后,在接头的上端面涂胶,然后向壳体内放置绝缘料,再通过压块伸入壳体的部分压接绝缘料,使得绝缘料与接头粘接;在此过程中,能通过控制下压组件相对开口端的位置控制压块对绝缘料的压紧力,实现精准施压;同时,压块伸入壳体下压绝缘料使得壳体内的绝缘料受力较为均匀。该扯离试件的制作工装能有效提高扯离试件的制作质量和质量稳定性,且施压方式与固体火箭发动机燃烧室绝热层成型工艺高度匹配,一致的固化工艺能更好地表征发动机界面粘接强度。
技术特征:
1.一种扯离试件的制作工装,其特征在于,包括:
2.根据权利要求1所述的扯离试件的制作工装,其特征在于,所述压块(31)的外周形状和尺寸均与所述壳体(1)的内周壁相适配。
3.根据权利要求1所述的扯离试件的制作工装,其特征在于,所述下压组件(3)还包括:
4.根据权利要求3所述的扯离试件的制作工装,其特征在于,所述开口端的端口朝外延伸设置有挡板(11),所述盖板(32)能抵接于所述挡板(11)。
5.根据权利要求3所述的扯离试件的制作工装,其特征在于,还包括:
6.根据权利要求4所述的扯离试件的制作工装,其特征在于,还包括:
7.根据权利要求4所述的扯离试件的制作工装,其特征在于,所述盖板(32)沿所述开口端的法向位置可调地连接于所述挡板(11)。
8.根据权利要求7所述的扯离试件的制作工装,其特征在于,还包括:
9.根据权利要求1-8任一项所述的扯离试件的制作工装,其特征在于,所述限位部(2)包括第一限位部(21),所述壳体(1)的内底部开设有限位槽形成所述第一限位部(21),所述接头(101)限位于所述限位槽中。
10.根据权利要求9所述的扯离试件的制作工装,其特征在于,所述限位部(2)还包括第二限位部(22),所述限位槽的槽底开设有定位孔形成所述第二限位部(22),所述接头(101)上设置有凸起结构(104),所述凸起结构(104)限位于所述定位孔中。
技术总结
本技术涉及固体火箭发动机燃烧室界面粘接强度测试技术领域,公开一种扯离试件的制作工装。该扯离试件的制作工装包括壳体和下压组件,壳体具有开口端,壳体的内底部设置有至少一个限位部,每个接头限位于一个限位部,壳体内还能容纳绝缘料,绝缘料覆盖于接头的上端面,下压组件包括压块,压块的至少部分能从开口端伸入壳体内,以下压绝缘料。该扯离试件的制作工装施压压强可控,能避免试件局部错位,制作的试件良率较高。
技术研发人员:王齐,肖勇,周超,熊怡,陈海亚,杨松,孙立,覃生福,王亚威
受保护的技术使用者:湖北航聚科技股份有限公司
技术研发日:20230725
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!