一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置的制作方法
本技术涉及一种检测装置,更确切地说,是一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置。
背景技术:
1、通常,箱体类零件内部型腔结构复杂,加工时定位很难,且发动机在装配时对孔和孔之间的位置度、同轴度要求极高。箱体类零件定位孔位置度要求通常以相对一个曲轴孔的中心以及一个平面为基准,结合这两个基准要素来测量定位孔的位置度要求,同时曲轴孔处两台阶孔之间还存在同轴度要求,这种情况的位置度、同轴度要求一般采用三坐标测量机两次检测。
2、如图5和图6所示,箱体结构的工件4包含一平面45、第一曲轴孔41、第二曲轴孔42、第一定位孔43和第二定位孔44。如果采用三坐标来单独检测,仪器价格昂贵,操作要求高,需要具备一定专业水平的人员进行检测,检测成本高,检测程序复杂,耗时也长,每班检测一件,检测频次低,生产过程质量不易及时掌控。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置。
2、为了解决上述技术问题,本实用新型采用了如下所述的技术方案:
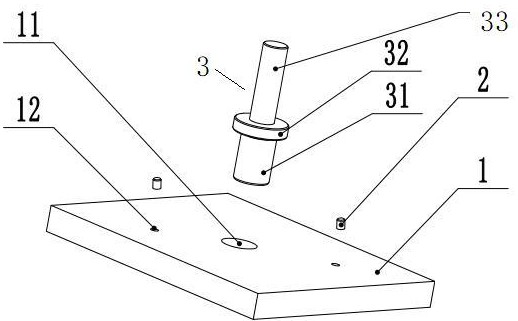
3、一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置,其特征在于,所述的箱体类零件定位孔位置度及曲轴孔同轴度检测装置包含一支撑平板和一定位芯棒,所述的定位芯棒可分离地与所述的支撑平板相连接,
4、所述的支撑平板的中心设有一贯穿的定位圆孔,所述的定位芯棒贯穿所述的定位圆孔,所述的定位圆孔的周向上设有一对定位销孔,所述的定位销孔内均设一可分离的定位销,
5、所述的定位芯棒包含一圆柱状的第一杆径,所述的第一杆径的尾部设有一圆柱状的第二杆径和一杆状的手柄杆。
6、作为本实用新型较佳的实施例,所述的第一杆径的外径与所述的定位圆孔的内径相适应。
7、作为本实用新型较佳的实施例,所述的第一杆径的外径大于所述的手柄杆的外径。
8、作为本实用新型较佳的实施例,所述的支撑平板具有磁性。
9、作为本实用新型较佳的实施例,所述的定位芯棒具有磁性。
10、与现有技术相比,本实用新型有以下有益效果:
11、本实用新型提供一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置,本实用新型的箱体类零件定位孔位置度及曲轴孔同轴度检测装置能够快速高效地检测出定位孔的位置度是否合格,同时也能检测出曲轴孔同轴度是否合格,整个操作过程简单,保证了箱体类零件定位孔位置度及曲轴孔同轴度检测要求,以便更好地进行产品质量管控,提升产品品质,提高生产效率。
技术特征:
1.一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置,其特征在于,所述的箱体类零件定位孔位置度及曲轴孔同轴度检测装置包含一支撑平板(1)和一定位芯棒(3),所述的定位芯棒(3)可分离地与所述的支撑平板(1)相连接,
2.根据权利要求1所述的箱体类零件定位孔位置度及曲轴孔同轴度检测装置,其特征在于,所述的第一杆径(31)的外径与所述的定位圆孔(11)的内径相适应。
3.根据权利要求1所述的箱体类零件定位孔位置度及曲轴孔同轴度检测装置,其特征在于,所述的第一杆径(31)的外径大于所述的手柄杆(33)的外径。
4.根据权利要求1所述的箱体类零件定位孔位置度及曲轴孔同轴度检测装置,其特征在于,所述的支撑平板(1)具有磁性。
5.根据权利要求1所述的箱体类零件定位孔位置度及曲轴孔同轴度检测装置,其特征在于,所述的定位芯棒(3)具有磁性。
技术总结
本技术公开了一种箱体类零件定位孔位置度及曲轴孔同轴度检测装置,包含一支撑平板和一定位芯棒,所述的定位芯棒可分离地与所述的支撑平板相连接,所述的支撑平板的中心设有一贯穿的定位圆孔,所述的定位芯棒贯穿所述的定位圆孔,所述的定位圆孔的周向上设有一对定位销孔,所述的定位销孔内均设一可分离的定位销。该箱体类零件定位孔位置度及曲轴孔同轴度检测装置能够快速高效地检测出定位孔的位置度是否合格,同时也能检测出曲轴孔同轴度是否合格,整个操作过程简单,保证了箱体类零件定位孔位置度及曲轴孔同轴度检测要求,以便更好地进行产品质量管控,提升产品品质,提高生产效率。
技术研发人员:陈劲松,杨爱莲,仲浩鹏
受保护的技术使用者:江苏麦博纳传动技术有限公司
技术研发日:20230802
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!