一种推力自动检测设备的制作方法
本技术涉及电机检测,具体为一种推力自动检测设备。
背景技术:
1、电机产品外壳与磁石胶水粘接制成过程中,需要测量粘接强度质量,由于外壳为半封闭状态,难以通过外界直接测量,目前市场检测方式通常通过剖切外壳后测量或做专业治具人工测量,前者会对产品造成破坏,人工测量会产生误差,导致测量结果不准确。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种推力自动检测设备。其优点在于能够在不破坏产品的情况下自动对产品进行检测并判断结果,代替人工检测,质量得到提升,提高判断结果准确性,提高品质。
3、(二)技术方案
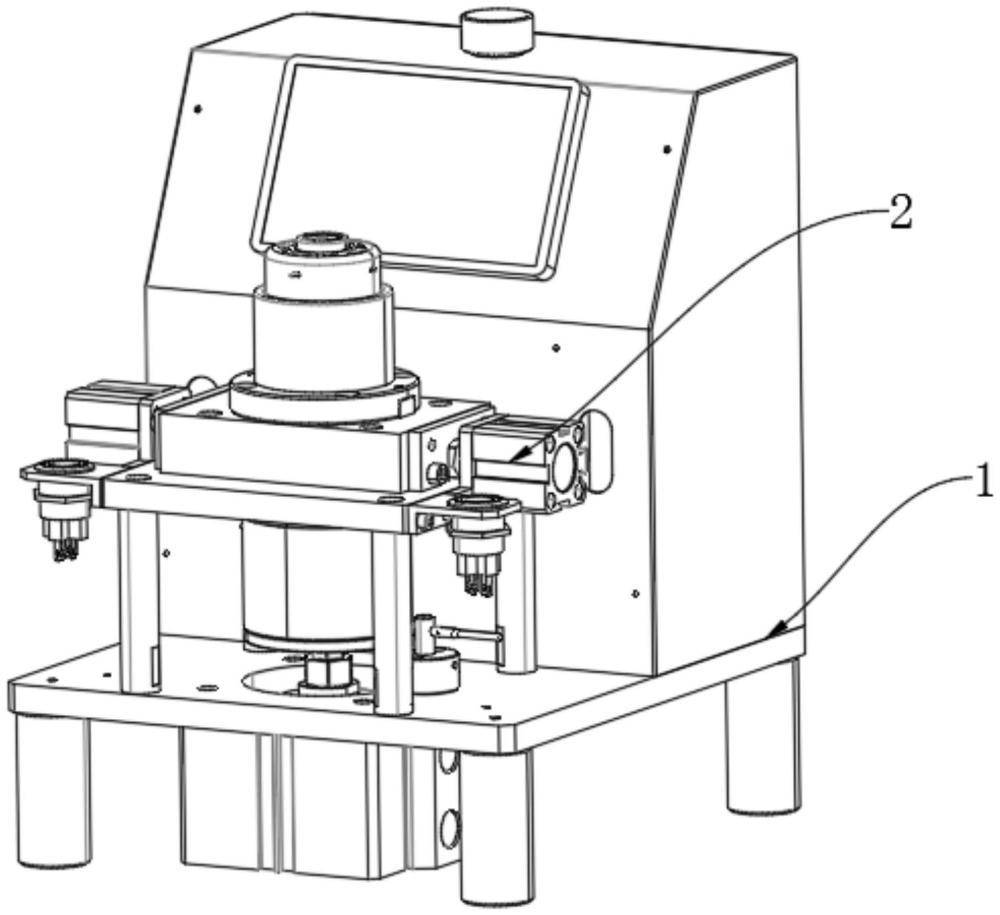
4、为实现上述目的,本实用新型提供如下技术方案:一种推力自动检测设备,包括测试机台,所述测试机台的底部四角分别固定连接有支撑腿;所述测试机台上设置有磁石定位气缸;所述磁石定位气缸的活塞端固定连接有磁石定位支架;所述磁石定位支架上设置有被测产品;所述测试机台的内部固定安装有plc控制盒;所述测试机台的底部内壁固定安装有气动电磁阀;所述测试机台的底部固定安装有外壳推力气缸;所述外壳推力气缸的活塞端固定安装有压力传感器;所述测试机台的底部内侧固定安装有移位传感器,且位于压力传感器的右侧;所述测试机台的正面上方设置有人机界面屏;所述测试机台的顶部固定安装有报警器;通过将被测产品放入测试机台,启动操作按钮驱动plc控制盒,plc控制盒驱动气动电磁阀,气动电磁阀通过气控制磁石定位气缸启动,磁石定位气缸带动磁石定位支架张开勾住被测产品,然后气动电磁阀通过气控制外壳推力气缸启动,外壳推力气缸推动压力传感器对被测产品外壳进行检测,同时移位传感器测量移位数值,然后plc控制盒读取压力传感器和移位传感器数据,并将测试后的数据通过串口通信送入人机界面屏进行数据计算、比对,然后人机界面屏将结果显示,若不合格,则驱动报警器,并显示不合格标志,若合格则显示合格标志,从而能够在不破坏产品的情况下自动对产品进行检测并判断结果,代替人工检测,质量得到提升,提高判断结果准确性,提高品质,检测速度快,可产线批量全检,提高生产效率,降低生产成本,检验数据可保存,方便后续数据追溯。
5、优选的,所述测试机台的底部内侧固定连接有支撑柱;所述支撑柱的顶端固定连接有支撑板;所述磁石定位气缸固定安装在支撑板上。
6、优选的,所述支撑板上固定安装有操作按钮;所述操作按钮与plc控制盒电性连接;所述plc控制盒与气动电磁阀电性连接。
7、优选的,所述气动电磁阀分别与磁石定位气缸、外壳推力气缸电性连接;所述压力传感器、移位传感器、人机界面屏、报警器分别与plc控制盒电性连接。
8、优选的,所述测试机台的底部开设有通孔;所述外壳推力气缸的活塞端位于通孔内。
9、优选的,所述被测产品由电机外壳和磁石组成。
10、(三)有益效果
11、与现有技术相比,本实用新型提供了一种推力自动检测设备,具备以下
12、有益效果:
13、1、该一种推力自动检测设备,能够在不破坏产品的情况下自动对产品进行检测并判断结果,代替人工检测,质量得到提升,提高判断结果准确性,提高品质。
14、2、该一种推力自动检测设备,检测速度快,可产线批量全检,提高生产效率,降低生产成本,检验数据可保存,方便后续数据追溯。
技术特征:
1.一种推力自动检测设备,包括测试机台(1),其特征在于:所述测试机台(1)上设置有磁石定位气缸(2);所述磁石定位气缸(2)的活塞端固定连接有磁石定位支架(3);所述磁石定位支架(3)上设置有被测产品(4);所述测试机台(1)的内部固定安装有plc控制盒(5);所述测试机台(1)的底部内壁固定安装有气动电磁阀(6);所述测试机台(1)的底部固定安装有外壳推力气缸(7);所述外壳推力气缸(7)的活塞端固定安装有压力传感器(8);所述测试机台(1)的底部内侧固定安装有移位传感器(9),且位于压力传感器(8)的右侧;所述测试机台(1)的正面上方设置有人机界面屏(10);所述测试机台(1)的顶部固定安装有报警器(11)。
2.根据权利要求1所述的一种推力自动检测设备,其特征在于:所述测试机台(1)的底部内侧固定连接有支撑柱;所述支撑柱的顶端固定连接有支撑板;所述磁石定位气缸(2)固定安装在支撑板上。
3.根据权利要求2所述的一种推力自动检测设备,其特征在于:所述支撑板上固定安装有操作按钮(12);所述操作按钮(12)与plc控制盒(5)电性连接;所述plc控制盒(5)与气动电磁阀(6)电性连接。
4.根据权利要求1所述的一种推力自动检测设备,其特征在于:所述气动电磁阀(6)分别与磁石定位气缸(2)、外壳推力气缸(7)电性连接;所述压力传感器(8)、移位传感器(9)、人机界面屏(10)、报警器(11)分别与plc控制盒(5)电性连接。
5.根据权利要求1所述的一种推力自动检测设备,其特征在于:所述测试机台(1)的底部开设有通孔;所述外壳推力气缸(7)的活塞端位于通孔内。
6.根据权利要求1所述的一种推力自动检测设备,其特征在于:所述被测产品(4)由电机外壳和磁石组成。
技术总结
本技术涉及电机检测技术领域,且公开了一种推力自动检测设备,包括测试机台,所述测试机台上设置有磁石定位气缸;所述磁石定位气缸的活塞端固定连接有磁石定位支架;所述磁石定位支架上设置有被测产品;所述测试机台的内部固定安装有PLC控制盒;所述测试机台的底部内壁固定安装有气动电磁阀;所述测试机台的底部固定安装有外壳推力气缸。该一种推力自动检测设备,能够在不破坏产品的情况下自动对产品进行检测并判断结果,代替人工检测,质量得到提升,提高判断结果准确性,提高品质,可产线批量全检,提高生产效率,降低生产成本,检验数据可保存,方便后续数据追溯。
技术研发人员:胡连生,吴顺勤
受保护的技术使用者:友贸电机(深圳)有限公司
技术研发日:20230817
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!