弯管式钢塑转换试压装置的制作方法
本技术属于弯管式钢塑转换相关,具体地说,涉及弯管式钢塑转换试压装置。
背景技术:
1、弯管式钢塑转换是指钢塑转换接头,本身包含钢管段与塑管段,塑管段通常为pe管,钢管段的一端与塑管段的一端对接形成连接段,连接段多由钢管段一端与塑管段一端卡接形成,并利用密封圈来进行密封,连接段通常会设置一些凹凸结构配合卡紧,如钢管段上的凸缘与塑管段上的卡槽互相卡合,连接段外还可以设置抱箍进行进一步抱紧,钢管段的非连接端称为钢管端,塑管段的非连接端称为塑管端,塑管端可以与待对接塑管(pe管)熔接,钢管端可以与待对接钢管螺纹连接、焊接或通过其它结构进行对接。在弯管式钢塑转换加工或检修时,为保证弯管式钢塑转换的结构强度和使用寿命,需要对弯管式钢塑转换进行试压检测,由于弯管结构的特殊性,常规的压紧固定方式在试压过程中会出现弯管移位的情况,影响弯管式钢塑转换的试压效果。
2、有鉴于此特提出本实用新型。
技术实现思路
1、本实用新型要解决的技术问题在于克服现有技术的不足,提供弯管式钢塑转换试压装置,为解决上述技术问题,本实用新型采用技术方案的基本构思是:
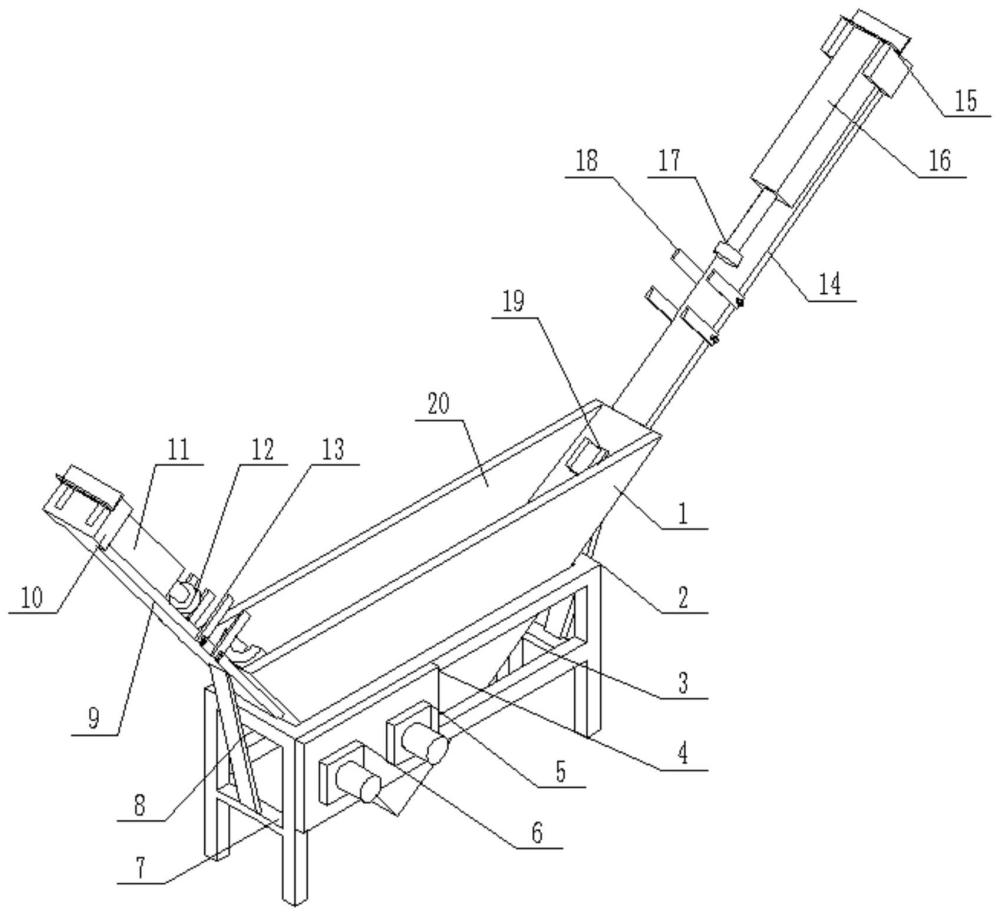
2、弯管式钢塑转换试压装置,包括试压支撑箱和支撑机架,所述试压支撑箱内设置有放置腔,所述试压支撑箱的一侧中间位置向外延伸设置有测试轨道板一,另一侧设置有测试轨道板二,所述测试轨道板一与所述测试轨道板二通过焊接方式与所述试压支撑箱固定,所述测试轨道板一的端头位置设置有限位顶板一,所述限位顶板一内侧的所述测试轨道板一上固定安装有气缸一,所述气缸一气缸杆端头位置安装有压头一,所述测试轨道板二的端头位置设置有限位顶板二,所述限位顶板二内侧的所述测试轨道板二上固定安装有气缸二,所述气缸二的气缸杆端头位置安装有压头二,所述气缸一用于带动所述压头一移动位置,所述气缸二用于带动所述压头二移动位置,所述压头一和所述压头二用于对弯管式钢塑转换进行试压操作。
3、作为本实用新型进一步的方案:所述测试轨道板一的两侧边位置通过固定螺丝固定安装有防护挡板一,所述测试轨道板二的两侧边位置通过所述固定螺丝固定安装有防护挡板二,所述防护挡板一和所述防护挡板二均有四块板片对称组合而成,所述防护挡板一和所述防护挡板二用于对加压位置的侧边进行限位和防护,降低试压移位产生的风险。
4、作为本实用新型再进一步的方案:所述放置腔内靠近所述测试轨道板一的直角边端头位置固定设置有支撑套一,所述放置腔内靠近所述测试轨道板二的直角边端头位置固定设置有支撑套二,所述支撑套一和所述支撑套二均为弧形结构设置,所述放置腔内靠近直角位置设置有底部支撑座,所述支撑套一和所述支撑套二用于对弯管式钢塑转换的两端进行支撑和固定。
5、作为本实用新型再进一步的方案:所述压头一的端面上开设有安装槽,所述安装槽内嵌设安装有压力传感器,所述压力传感器的外侧设置有橡胶垫,所述橡胶垫与所述压头一之间通过粘接固定,所述压头二的内部结构与所述压头一相同,所述压力传感器可以监测和控制试压的压力范围。
6、作为本实用新型再进一步的方案:所述支撑机架的高度方向中间位置固定设置有长度方向加强筋,所述支撑机架的高度方向中间位置固定设置有宽度方向加强筋,所述长度方向加强筋和所述宽度方向加强筋用于增强所述支撑机架整体结构的稳定性。
7、作为本实用新型再进一步的方案:所述支撑机架的侧边固定设置有安装板,所述安装板上固定设置有气动元件一,所述气动元件一的侧边设置有气动元件二,所述气动元件一通过管道与所述气缸一连接,所述气动元件二通过管道与所述气缸二连接,所述气动元件一用于给所述气缸一供气,所述气动元件二用于给所述气缸二供气。
8、作为本实用新型再进一步的方案:所述测试轨道板一与所述宽度方向加强筋之间设置有支撑筋一,所述测试轨道板二与另一所述宽度方向加强筋之间设置有支撑筋二,所述支撑筋一和所述支撑筋二分别用于对所述测试轨道板一和所述测试轨道板二进行支撑。
9、采用上述技术方案后,本实用新型与现有技术相比具有以下有益效果。
10、本实用新型,弯管式钢塑转换试压装置设置有直角三角形结构的试压支撑箱,可以将弯管式钢塑转换放置在放置腔内,结构一致,可以进行良好的支撑,避免试压过程中出现弯管移位的问题,两直角边的延伸方向分别配设有气缸,施加外力进行试压检测,装置结构简单实用。
11、本实用新型,压头一和压头二内嵌设安装有压力传感器,可以控制试压的压力大小,提高试压精度,放置腔内位于直角位置设置有底部支撑座,两锐角处分别设置有支撑套一和支撑套二,对弯管式钢塑转换进行有效的支撑和限位,便于进行放置定位。
12、下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
技术特征:
1.弯管式钢塑转换试压装置,包括试压支撑箱(1)和支撑机架(2),其特征在于,所述试压支撑箱(1)内设置有放置腔(20),所述试压支撑箱(1)的一侧中间位置向外延伸设置有测试轨道板一(9),另一侧设置有测试轨道板二(14),所述测试轨道板一(9)与所述测试轨道板二(14)通过焊接方式与所述试压支撑箱(1)固定,所述测试轨道板一(9)的端头位置设置有限位顶板一(10),所述限位顶板一(10)内侧的所述测试轨道板一(9)上固定安装有气缸一(11),所述气缸一(11)气缸杆端头位置安装有压头一(12),所述测试轨道板二(14)的端头位置设置有限位顶板二(15),所述限位顶板二(15)内侧的所述测试轨道板二(14)上固定安装有气缸二(16),所述气缸二(16)的气缸杆端头位置安装有压头二(17)。
2.根据权利要求1所述的弯管式钢塑转换试压装置,其特征在于,所述测试轨道板一(9)的两侧边位置通过固定螺丝(23)固定安装有防护挡板一(13),所述测试轨道板二(14)的两侧边位置通过所述固定螺丝(23)固定安装有防护挡板二(18),所述防护挡板一(13)和所述防护挡板二(18)均有四块板片对称组合而成。
3.根据权利要求2所述的弯管式钢塑转换试压装置,其特征在于,所述放置腔(20)内靠近所述测试轨道板一(9)的直角边端头位置固定设置有支撑套一(22),所述放置腔(20)内靠近所述测试轨道板二(14)的直角边端头位置固定设置有支撑套二(19),所述支撑套一(22)和所述支撑套二(19)均为弧形结构设置,所述放置腔(20)内靠近直角位置设置有底部支撑座(21)。
4.根据权利要求3所述的弯管式钢塑转换试压装置,其特征在于,所述压头一(12)的端面上开设有安装槽(24),所述安装槽(24)内嵌设安装有压力传感器(25),所述压力传感器(25)的外侧设置有橡胶垫(26),所述橡胶垫(26)与所述压头一(12)之间通过粘接固定,所述压头二(17)的内部结构与所述压头一(12)相同。
5.根据权利要求4所述的弯管式钢塑转换试压装置,其特征在于,所述支撑机架(2)的高度方向中间位置固定设置有长度方向加强筋(3),所述支撑机架(2)的高度方向中间位置固定设置有宽度方向加强筋(7)。
6.根据权利要求5所述的弯管式钢塑转换试压装置,其特征在于,所述支撑机架(2)的侧边固定设置有安装板(4),所述安装板(4)上固定设置有气动元件一(6),所述气动元件一(6)的侧边设置有气动元件二(5),所述气动元件一(6)通过管道与所述气缸一(11)连接,所述气动元件二(5)通过管道与所述气缸二(16)连接。
7.根据权利要求6所述的弯管式钢塑转换试压装置,其特征在于,所述测试轨道板一(9)与所述宽度方向加强筋(7)之间设置有支撑筋一(8),所述测试轨道板二(14)与另一所述宽度方向加强筋(7)之间设置有支撑筋二。
技术总结
本技术公开了弯管式钢塑转换相关技术领域的弯管式钢塑转换试压装置,包括试压支撑箱和支撑机架,所述试压支撑箱内设置有放置腔,所述试压支撑箱的一侧中间位置向外延伸设置有测试轨道板一,另一侧设置有测试轨道板二。本技术的弯管式钢塑转换试压装置设置有直角三角形结构的试压支撑箱,可以将弯管式钢塑转换放置在放置腔内,结构一致,可以进行良好的支撑,避免试压过程中出现弯管移位的问题,两直角边的延伸方向分别配设有气缸,施加外力进行试压检测,装置结构简单实用,压头一和压头二内嵌设安装有压力传感器,可以控制试压的压力大小,放置腔内设置有底部支撑座、支撑套一和支撑套二,对弯管式钢塑转换进行有效的支撑和限位。
技术研发人员:邱创业,丁洪举,陈强,凌培波,商广宁,张晴晴,陈孝兵,李斌,刘彦玲,刘振飞,林伟杰,连建磊,王琳,苏文彦
受保护的技术使用者:河南中燃通用燃气配件有限公司
技术研发日:20230817
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!