汽车冲压单品检测工作站的制作方法
本技术涉及汽车冲压检测,尤其涉及汽车冲压单品检测工作站。
背景技术:
1、汽车冲压件,顾名思义,就是构成汽车零部件的金属冲压件。在汽车冲压件中,一部分经冲压后直接成为汽车零部件,另一部分经冲压后还需经过焊接、或机械加工、或油漆等工艺加工后才能成为汽车零部件。汽车冲压件品种繁多,如汽车减震器冲压件弹簧托盘、弹簧座、弹簧托架、端盖、封盖、压缩阀盖、压缩阀套、油封座、底盖、防尘盖、叶轮、油筒、支耳、支架等都属于汽车冲压件。
2、弹簧托架冲压结束后,需要人工进行检测,检测表面的圆孔、槽孔位置精度、表面精度、以及外形轮廓精度,检测方法是将板件放在对应的仿形检具上,用塞尺塞规去检测测量要素,边检测边填写检测报告,此方法,利用人工操作检测,检测精度低,易存在检测误差大的情况,为此,我们提出了汽车冲压单品检测工作站。
技术实现思路
1、本实用新型是为了解决现有技术中存在的缺点,而提出的汽车冲压单品检测工作站,该汽车冲压单品检测工作站解决了手动检测误差大精度低的问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、汽车冲压单品检测工作站,包括机器人扫描模块,所述机器人扫描模块的一侧设置有伺服定位机构模块,所述伺服定位机构模块的一侧设置有坐标跟踪模块,所述坐标跟踪模块的一侧设置有plc程序控制模块,所述机器人扫描模块的一侧设置有动力电箱模块,
4、所述机器人扫描模块包括机器人底座,所述机器人底座的上侧设置有机器人,所述机器人的一侧设置有机器人控制器,所述机器人的执行端设置有3d扫描头。
5、通过上述技术方案,操作员利用plc程序控制模块选择工件型号,伺服定位机构模块受到plc程序控制模块的控制移动到指定的位置后,人工向伺服定位机构模块上放件,再利用plc程序控制模块控制机器人扫描模块对工件进行扫描,扫描后,人工取件,可以继续下一个件的扫描,同时系统在后台运算当前测量件的结果,并自动生成报告,提供一个高精度的自动化检测功能。
6、作为优选,所述伺服定位机构模块包括底座,所述底座的上侧设置有伺服cn组一,所述伺服cn组一的一侧设置有三轴nc,所述三轴nc的上侧设置有伺服cn组二,所述伺服cn组二的一侧设置有二轴nc,所述二轴nc的一侧设置有定位机构。
7、作为优选,所述定位机构包括安装板,所述安装板设置于二轴nc的一侧,所述安装板的一侧设置有气缸,所述气缸的轴端设置有定位销,所述定位销的端部设置有定位块。
8、通过上述技术方案,伺服cn组一控制三轴nc工作,进行左右移动,伺服cn组二控制二轴nc进行前后移动,气缸控制定位销移动,定位销带动定位块移动对工件进行定位,从而提供一个工件自动定位的功能。
9、作为优选,所述plc程序控制模块包括编程工控机,所述编程工控机的上侧电性连接设置有工控程序面板。
10、通过上述技术方案,工控程序面板,提前设置了个钣金件程序号,后续现场作业者可以自行导入新的板件程序,用于对其他模块进行控制。
11、作为优选,所述坐标跟踪模块包括支撑架,所述支撑架设置于伺服定位机构模块的一侧,所述支撑架的上侧设置有坐标跟踪器,所述支撑架的前侧设置有安全光栅模块。
12、通过上述技术方案,坐标跟踪模块是用于拼合机器人扫描模块扫描过程中的数据,是整个扫描站体扫描数据的坐标系,安全光栅模块则是在设备运行过程中对作业者进行保护的措施,检测站体正常运转中,作业者在进行放置汽车钣金时,作业者都会处在安全光栅模块的检测范围内,当前情况下有另一个作业者在站体是无法启动设备运转的;另外在扫描过程中,出现人员误入安全光栅模块检测范围内以及机器人出故障触碰到安全光栅模块检测范围,都会及时断掉检测站体动力,保证作业者人身安全。
13、作为优选,所述机器人扫描模块的后侧设置有校准板存放模块,所述校准板存放模块包括校准板存放架,所述校准板存放架设置于机器人扫描模块的后侧,所述校准板存放架的上侧设置有校准板。
14、通过上述技术方案,设备校准时校准板放在伺服定位机构模块上,plc程序控制模块启动自动校准程序,就可以自动校准设备精度。
15、作为优选,所述机器人扫描模块的外侧设置有安全围蔽模块,所述安全围蔽模块包括安全格栅,所述安全格栅设置于机器人扫描模块的外侧,所述安全格栅的一侧设置有安全门。
16、通过上述技术方案,安全格栅由铝型材以及亚克力玻璃板组成,整体围蔽包含安全格栅和安全门,顶部也有封顶,起安全保护以及防尘作用,可以有效防止周围设备和焊渣误入检测站体对设备造成损伤以及人员误入检测站体被运行中的设备误伤,透明的安全格栅可以让人员在安全围蔽外面清晰看见里面的设备运行情况,有突发情况还可以及时按下设备急停按钮;安全门是作业者进入检测站体的安全通道,打开安全门后会使整个检测站体断开动力,作业者在没关好安全门的情况下是启动不了设备,进一步保护在检测站体内作业的人员安全。
17、作为优选,所述机器人扫描模块与伺服定位机构模块之间设置有防护栏。
18、通过上述技术方案,防护栏提供一个阻挡的功能,避免人员误入设备周边。
19、综上所述本实用新型,操作员利用plc程序控制模块选择工件型号,伺服定位机构模块受到plc程序控制模块的控制移动到指定的位置后,人工向伺服定位机构模块上放件,再利用plc程序控制模块控制机器人扫描模块对工件进行扫描,扫描后,人工取件,可以继续下一个件的扫描,同时系统在后台运算当前测量件的结果,并自动生成报告,提供一个高精度的自动化检测功能。
20、本实用新型,安全格栅由铝型材以及亚克力玻璃板组成,整体围蔽包含安全格栅和安全门,顶部也有封顶,起安全保护以及防尘作用,可以有效防止周围设备和焊渣误入检测站体对设备造成损伤以及人员误入检测站体被运行中的设备误伤,透明的安全格栅可以让人员在安全围蔽外面清晰看见里面的设备运行情况,有突发情况还可以及时按下设备急停按钮;安全门是作业者进入检测站体的安全通道,打开安全门后会使整个检测站体断开动力,作业者在没关好安全门的情况下是启动不了设备,进一步保护在检测站体内作业的人员安全。
技术特征:
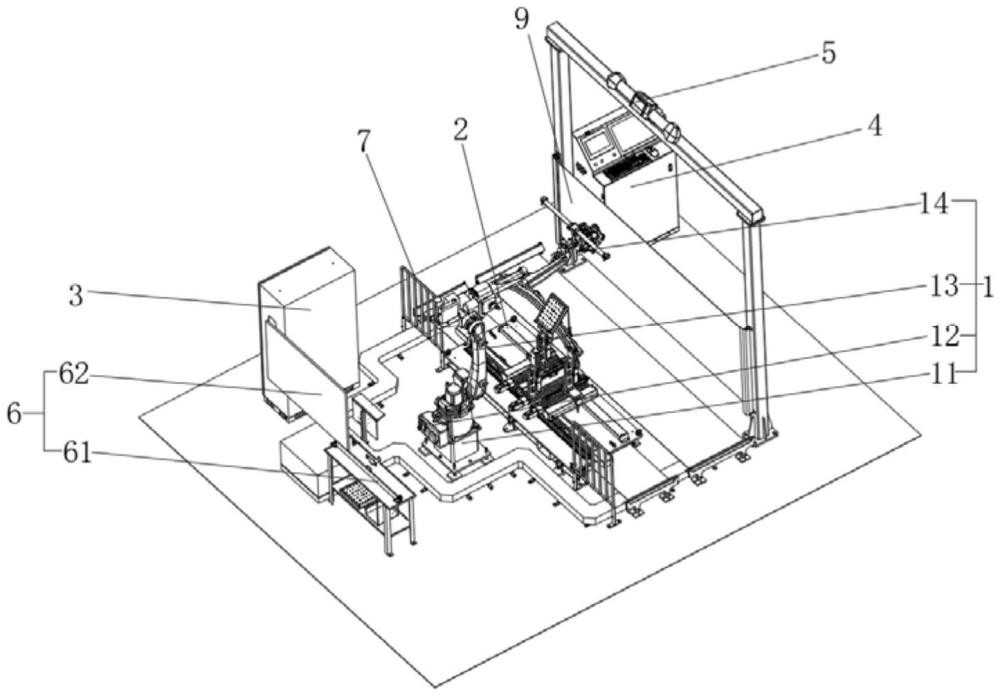
1.汽车冲压单品检测工作站,其特征在于,包括机器人扫描模块(1),所述机器人扫描模块(1)的一侧设置有伺服定位机构模块(2),所述伺服定位机构模块(2)的一侧设置有坐标跟踪模块(5),所述坐标跟踪模块(5)的一侧设置有plc程序控制模块(4),所述机器人扫描模块(1)的一侧设置有动力电箱模块(3),
2.根据权利要求1所述的汽车冲压单品检测工作站,其特征在于,所述伺服定位机构模块(2)包括底座(21),所述底座(21)的上侧设置有伺服cn组一(22),所述伺服cn组一(22)的一侧设置有三轴nc(23),所述三轴nc(23)的上侧设置有伺服cn组二(24),所述伺服cn组二(24)的一侧设置有二轴nc(25),所述二轴nc(25)的一侧设置有定位机构(26)。
3.根据权利要求2所述的汽车冲压单品检测工作站,其特征在于,所述定位机构(26)包括安装板(261),所述安装板(261)设置于二轴nc(25)的一侧,所述安装板(261)的一侧设置有气缸(262),所述气缸(262)的轴端设置有定位销(263),所述定位销(263)的端部设置有定位块(264)。
4.根据权利要求1所述的汽车冲压单品检测工作站,其特征在于,所述plc程序控制模块(4)包括编程工控机(41),所述编程工控机(41)的上侧电性连接设置有工控程序面板(42)。
5.根据权利要求1所述的汽车冲压单品检测工作站,其特征在于,所述坐标跟踪模块(5)包括支撑架(51),所述支撑架(51)设置于伺服定位机构模块(2)的一侧,所述支撑架(51)的上侧设置有坐标跟踪器(52),所述支撑架(51)的前侧设置有安全光栅模块(9)。
6.根据权利要求1所述的汽车冲压单品检测工作站,其特征在于,所述机器人扫描模块(1)的后侧设置有校准板存放模块(6),所述校准板存放模块(6)包括校准板存放架(61),所述校准板存放架(61)设置于机器人扫描模块(1)的后侧,所述校准板存放架(61)的上侧设置有校准板(62)。
7.根据权利要求1所述的汽车冲压单品检测工作站,其特征在于,所述机器人扫描模块(1)的外侧设置有安全围蔽模块(8),所述安全围蔽模块(8)包括安全格栅(81),所述安全格栅(81)设置于机器人扫描模块(1)的外侧,所述安全格栅(81)的一侧设置有安全门(82)。
8.根据权利要求1所述的汽车冲压单品检测工作站,其特征在于,所述机器人扫描模块(1)与伺服定位机构模块(2)之间设置有防护栏(7)。
技术总结
本技术公开了汽车冲压单品检测工作站,所属汽车冲压检测技术领域,包括机器人扫描模块,机器人扫描模块的一侧设置有伺服定位机构模块,伺服定位机构模块的一侧设置有坐标跟踪模块,坐标跟踪模块的一侧设置有PLC程序控制模块,机器人扫描模块的一侧设置有动力电箱模块,机器人扫描模块包括机器人底座,机器人底座的上侧设置有机器人,机器人的一侧设置有机器人控制器,机器人的执行端设置有3D扫描头本技术解决了手动检测误差大精度低的问题,其具有自动化检测功能,且检测过程中安全性高。
技术研发人员:李志远,王帅
受保护的技术使用者:广州特斯克仪器科技有限公司
技术研发日:20230823
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!