一种自动多点检测平面机构及自动检测加工装置的制作方法
本技术涉及工件检测领域,特别是涉及一种自动多点检测平面机构及自动检测加工装置。
背景技术:
1、随着技术的发展,为了满足特殊零件的要求,零件加工后需要对特定的参数进行检测。目前,大多数的企业还是采用通过人工来进行检测工件。然而,通过人工进行作业生产效率比较低下,而且还经常会出现误判而将不良产品流入下一道工序,极大地影响后续工序,甚至因为零件不合格而造成产品失效,严重的甚至导致客诉,对企业的口碑造成不良影响。
2、因此,针对目前制造业在零件检测过程中存在的问题,亟需开发一种新的检测机构来解决上述问题。
技术实现思路
1、本实用新型的目的在于提出一种自动多点检测平面机构及自动检测加工装置,能够对工件的平面度进行自动检测,大大提高了生产效率和生产良率。
2、为了实现上述目的,本实用新型采用了如下技术方案:
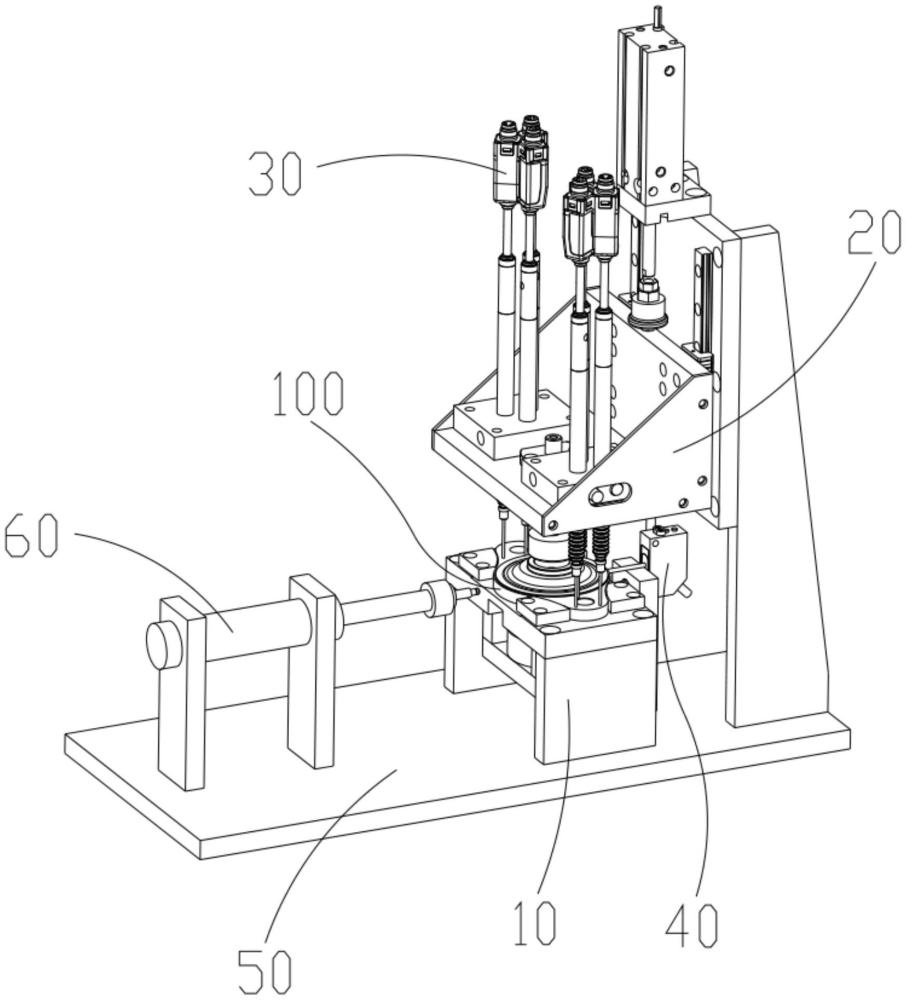
3、一种自动多点检测平面机构,用于检测工件的待测面的平面度,包括:
4、一定位机构,用于定位工件;
5、一检测机构,包括至少三个检测单元,检测单元用于检测定位机构上的工件的待测面的平面度;
6、一升降机构,用于带动检测机构升降以远离或靠近工件;
7、一第一传感器,用于感应工件是否放入定位机构并反馈信息以控制升降机构、检测机构工作。
8、进一步地,检测单元包括检测针、第二传感器和连接杆,连接杆安装于升降机构上且连接杆的两端伸出升降机构,检测针与第二传感器通过连接杆相连接。
9、进一步地,检测针包括探针和检测部,探针与检测部的下端连接,连接杆与检测部的上端连接。
10、进一步地,升降机构包括支架、升降台、滑轨、气缸以及缓冲组件,滑轨固定在支架上,升降台滑设在滑轨上,气缸固定在支架上,气缸的活动端带动升降台沿滑轨做升降运动,升降台开设有一第一通孔,缓冲组件活动设置于第一通孔内以减缓升降台的下降速度。
11、进一步地,缓冲组件包括导向柱、压块以及弹簧,导向柱活动设置在第一通孔内,导向柱的下端固定有压块,弹簧套设在导向柱上,且弹簧的两端分别抵顶升降台、压块。
12、进一步地,支架上固定有一止挡块,止挡块抵挡升降台。
13、进一步地,定位机构包括底座、定位柱以及数个定位块,底座开设有第二通孔,定位柱设置在第二通孔中,底座围绕第二通孔的四周固定有数个定位块。
14、进一步地,工件底部凸设有凸起环,第二通孔的直径大于凸起环的外径,定位柱的直径小于凸起环的内径,定位块朝向工件的面的形状与对应位置的工件的外缘形状相匹配。
15、进一步地,第一传感器与定位机构上的工件保持在同一水平面上,且第一传感器的感应方向对准工件的中心。
16、一种自动检测加工装置,包括上述的自动多点检测平面机构,还包括加工机构,加工机构设置在定位机构的任意一侧,加工机构用于加工经检测机构检测后合格的工件。
技术特征:
1.一种自动多点检测平面机构,用于检测工件的待测面的平面度,其特征在于,包括:
2.如权利要求1所述的自动多点检测平面机构,其特征在于,所述检测单元包括检测针、第二传感器和连接杆,所述连接杆安装于所述升降机构上且所述连接杆的两端伸出所述升降机构,所述检测针与所述第二传感器通过所述连接杆相连接。
3.如权利要求2所述的自动多点检测平面机构,其特征在于,所述检测针包括探针和检测部,所述探针与所述检测部的下端连接,所述连接杆与所述检测部的上端连接。
4.如权利要求1所述的自动多点检测平面机构,其特征在于,所述升降机构包括支架、升降台、滑轨、气缸以及缓冲组件,所述滑轨固定在所述支架上,所述升降台滑设在所述滑轨上,所述气缸固定在所述支架上,所述气缸的活动端带动所述升降台沿所述滑轨做升降运动,所述升降台开设有一第一通孔,所述缓冲组件活动设置于所述第一通孔内以减缓所述升降台的下降速度。
5.如权利要求4所述的自动多点检测平面机构,其特征在于,所述缓冲组件包括导向柱、压块以及弹簧,所述导向柱活动设置在所述第一通孔内,所述导向柱的下端固定有所述压块,所述弹簧套设在所述导向柱上,且所述弹簧的两端分别抵顶所述升降台、所述压块。
6.如权利要求4所述的自动多点检测平面机构,其特征在于,所述支架上固定有一止挡块,所述止挡块抵挡所述升降台。
7.如权利要求1所述的自动多点检测平面机构,其特征在于,所述定位机构包括底座、定位柱以及数个定位块,所述底座开设有第二通孔,所述定位柱设置在所述第二通孔中,所述底座围绕所述第二通孔的四周固定有数个所述定位块。
8.如权利要求7所述的自动多点检测平面机构,其特征在于,所述工件底部凸设有凸起环,所述第二通孔的直径大于所述凸起环的外径,所述定位柱的直径小于所述凸起环的内径,所述定位块朝向所述工件的面的形状与对应位置的所述工件的外缘形状相匹配。
9.如权利要求1所述的自动多点检测平面机构,其特征在于,所述第一传感器与所述定位机构上的所述工件保持在同一水平面上,且所述第一传感器的感应方向对准所述工件的中心。
10.一种自动检测加工装置,包括如权利要求1-9任一项所述的自动多点检测平面机构,其特征在于,还包括加工机构,所述加工机构设置在所述定位机构的任意一侧,所述加工机构用于加工经所述检测机构检测后合格的所述工件。
技术总结
一种自动多点检测平面机构及自动检测加工装置,用于检测工件的待测面的平面度,包括:一定位机构,用于定位工件;一检测机构,包括至少三个检测单元,检测单元用于检测定位机构上的工件的待测面的平面度;一升降机构,用于带动检测机构升降以远离或靠近工件;一第一传感器,用于感应工件是否放入定位机构并反馈信息以控制升降机构、检测机构工作。本技术能够自动检测工件的平面度,大大提高了生产效率和生产良率。
技术研发人员:陈湘平
受保护的技术使用者:东莞信丰五金机械塑胶工业有限公司
技术研发日:20230823
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!