用于小径管焊缝的冷阴极DR成像检测的工装的制作方法
本技术涉及射线检测设备的,尤其是涉及一种用于小径管焊缝的冷阴极dr成像检测的工装。
背景技术:
1、“冷阴极”是指电子管中不用加热的方式而发射电子的阴极,其电子产生和移动是利用场致发射原理完成的,即在强电场作用下电子从固体表面进入真空,具有使用寿命,尺寸,重量,发射时间等方面相比较于传统热阴极x射线机检测效率低、辐射安全风险高、产生化学废物、环境污染大等问题具有明显优势,广泛应用于大量的承压特种设备业务中;渐渐受到各领域的厂家、业主的重视。
2、在冷阴极dr成像设备拍摄过程中,其所花费的拍片时间是重要衡量指标之一,关系到工程整体的工作效率;拍片时间主要有设备中转连接时间、布片对焦时间和曝光时间三大部分组成,其中曝光时间由被检工件和设备性能决定,设备中转和连接时间主要由现场焊口分散程度决定,而布片和对焦时间成为提高拍片速度的主要环节;现有技术中,布片和对角时间通常采用人为操作的形式进行操作,受人员能力限制,布片和对焦在较短时间内快速完成的效果无法保障,影响工程整体的施工进度。
技术实现思路
1、本实用新型的目的在于提供一种用于小径管焊缝的冷阴极dr成像检测的工装,以解决现有技术中存在的由布片和对焦时间通常采用人为操作的形式进行操作,受人员能力限制,布片和对焦在较短时间内快速完成的效果无法保障,影响工程整体的施工进度的技术问题。
2、第一方面,本实用新型提供了一种用于小径管焊缝的冷阴极dr成像检测的工装,包括dr成像主体和用于放置所述dr成像主体的支撑笼、夹持组件和传动组件,所述夹持组件和所述传动组件均安装于所述支撑笼上;
3、所述夹持组件包括支撑件和dr成像板,所述dr成像板安装于所述支撑件朝向所述dr成像主体的端部,所述传动组件用于带动所述加持组件调节所述dr成像板相对于所述dr成像主体之间的位置关系。
4、结合第一方面的实施方式,本实用新型提供了第一方面的第一种可能的实施方式,其中,所述传动组件包括第一套筒臂、第二套筒臂和第三套筒臂,所述第二套筒臂伸缩连接于所述第一套筒臂和所述第二套筒臂之间;
5、所述第一套筒臂连接于所述支撑件,所述第三套筒臂转动连接于所述支撑笼的一端。
6、结合第一方面的第一种可能的实施方式,本实用新型提供了第一方面的第二种可能的实施方式,其中,所述第二套筒臂包括第一连接臂和第二连接臂,所述第二连接臂设置于所述第一连接臂的一端,且所述第二连接臂与所述第一连接臂呈t型设置;
7、所述第二连接臂伸缩连接于所述与所述第三套筒臂,所述第一连接臂伸缩连接于所述第一套筒臂。
8、结合第一方面的第二种可能的实施方式,本实用新型提供了第一方面的第三种可能的实施方式,其中,所述第一连接臂的长度大于所述第二连接臂的长度。
9、结合第一方面的第三种可能的实施方式,本实用新型提供了第一方面的第四种可能的实施方式,其中,所述第一套筒臂、所述第二套筒臂和所述第三套筒臂之间通过锁紧螺母可拆卸连接。
10、结合第一方面的第三种可能的实施方式,本实用新型提供了第一方面的第五种可能的实施方式,其中,所述支撑笼的轴侧设有连接板,所述第三套筒臂沿所述连接板连接于所述支撑笼。
11、结合第一方面的第三种可能的实施方式,本实用新型提供了第一方面的第六种可能的实施方式,其中,所述连接板的结构呈三角型设置。
12、结合第一方面的第三种可能的实施方式,本实用新型提供了第一方面的第七种可能的实施方式,其中,所述夹持组件还包括多个自紧钢片,所述自紧钢片设置于所述支撑件朝向所述dr成像主体的端面。
13、结合第一方面的第七种可能的实施方式,本实用新型提供了第一方面的第八种可能的实施方式,其中,所述支撑件背离所述dr成像主体的端部焊接有所述第一套筒臂。
14、结合第一方面的第七种可能的实施方式,本实用新型提供了第一方面的第九种可能的实施方式,其中,所述支撑笼设有开口,所述dr成像主体沿所述开口放置所述支撑笼内;
15、所述开口设有多个插条,所述插条用于所述开口的封闭。
16、本实用新型实施例带来了以下有益效果:采用将夹持组件和传动组件均安装于支撑笼上的方式,其中,夹持组件包括支撑件和dr成像板,dr成像板安装于支撑件朝向dr成像主体的端部,通过传动组件可带动加持组件调节dr成像板相对于dr成像主体之间的位置关系,进而实现dr成像主体和dr成像板之间的对焦,同时,通过夹持组件和安装笼之间的位置关系限定,达到dr成像主体的布片要求,大幅减少了人为操作所要花费的时间缓解了现有技术中存在的由于布片和对焦时间通常采用人为操作的形式进行操作,受人员能力限制,布片和对焦在较短时间内快速完成的效果无法保障的技术问题,达到了提升工程整体的施工进度的技术效果。
技术特征:
1.一种用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,包括dr成像主体和用于放置所述dr成像主体的支撑笼(10)、夹持组件(20)和传动组件,所述夹持组件(20)和所述传动组件均安装于所述支撑笼(10)上;
2.根据权利要求1所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述传动组件包括第一套筒臂(31)、第二套筒臂(32)和第三套筒臂(33),所述第二套筒臂(32)伸缩连接于所述第一套筒臂(31)和所述第三套筒臂(33)之间;
3.根据权利要求2所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述第二套筒臂(32)包括第一连接臂(321)和第二连接臂(322),所述第二连接臂(322)设置于所述第一连接臂(321)的一端,且所述第二连接臂(322)与所述第一连接臂(321)呈t型设置;
4.根据权利要求3所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述第一连接臂(321)的长度大于所述第二连接臂(322)的长度。
5.根据权利要求2所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述第一套筒臂(31)、所述第二套筒臂(32)和所述第三套筒臂(33)之间通过锁紧螺母可拆卸连接。
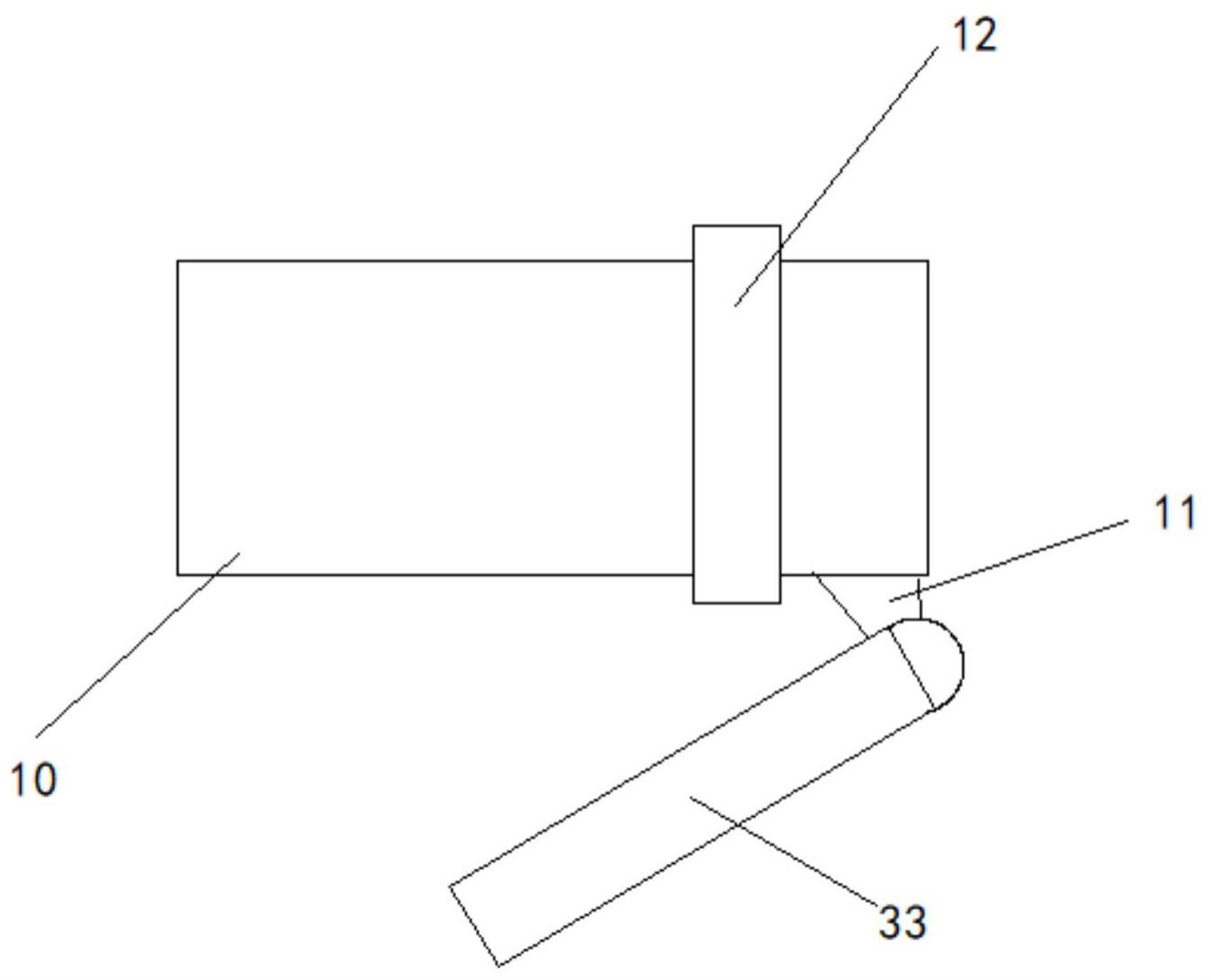
6.根据权利要求2所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述支撑笼(10)的轴侧设有连接板(11),所述第三套筒臂(33)沿所述连接板(11)连接于所述支撑笼(10)。
7.根据权利要求6所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述连接板(11)的结构呈三角型设置。
8.根据权利要求2所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述夹持组件(20)还包括多个自紧钢片(22),所述自紧钢片(22)设置于所述支撑件(21)朝向所述dr成像主体的端面。
9.根据权利要求8所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述支撑件(21)背离所述dr成像主体的端部焊接有所述第一套筒臂(31)。
10.根据权利要求1所述的用于小径管焊缝的冷阴极dr成像检测的工装,其特征在于,所述支撑笼(10)设有开口,所述dr成像主体沿所述开口放置所述支撑笼(10)内;
技术总结
本技术提供一种用于小径管焊缝的冷阴极DR成像检测的工装,涉及射线检测设备技术领域;采用将夹持组件和传动组件均安装于支撑笼上的方式,其中,夹持组件包括支撑件和DR成像板,DR成像板安装于支撑件朝向DR成像主体的端部,缓解了现有技术中存在的由于布片和对焦时间通常采用人为操作的形式进行操作,受人员能力限制,布片和对焦在较短时间内快速完成的效果无法保障的技术问题,达到了提升工程整体的施工进度的技术效果。
技术研发人员:苏国胜,张赵伟,张晓峰,杨建龙,黄晶,王俊龙
受保护的技术使用者:中国核工业二三建设有限公司
技术研发日:20230920
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!