一种定距式孔位检测装置的制作方法
本技术涉及车架检测装置,尤其涉及一种定距式孔位检测装置。
背景技术:
1、汽车车架是汽车主体框架的重要组成部分;由于结构体积比较大,汽车车架多是由若干冲压件拼接而成,而为了保证车架能够与汽车其它部件的精确匹配,车架本身的尺寸精度要求也非常高,而为了方便后续的部件衔接装配,车架本身除了结构轮廓要求之外其外部设计有方便装配的孔位,且孔位的大小、轮廓和位置度精度要求也比较高,以方便后续部件的精确装配;因此,为了保证车架结构的精确度,加工后的车架需要进行相应孔位和轮廓结构的精度检测。
2、常规的车架精度精度检测是通过预制的手持式检测装置进行轮廓和孔位精度检测的,手持式检测装置上设置有与标准车架局部轮廓尺寸相符的型块,通过型块与车架对应部位轮廓面的贴合来进行轮廓尺寸的检测,而车架上孔位的检测通过预制的与车架局部部位孔位相符的检测销进行孔位的检测。这种检测方式需根据车架不同部位制作对应的若干件手持检测装置,然后逐次拿去检测,检测效率慢,且容易造成部位漏检或重复检测的现象,影响加工的进行,造成不良产品的疏忽。
技术实现思路
1、本实用新型所要解决的技术问题是,提供一种检测方式简便且能够保证检测精度的定距式孔位检测装置。
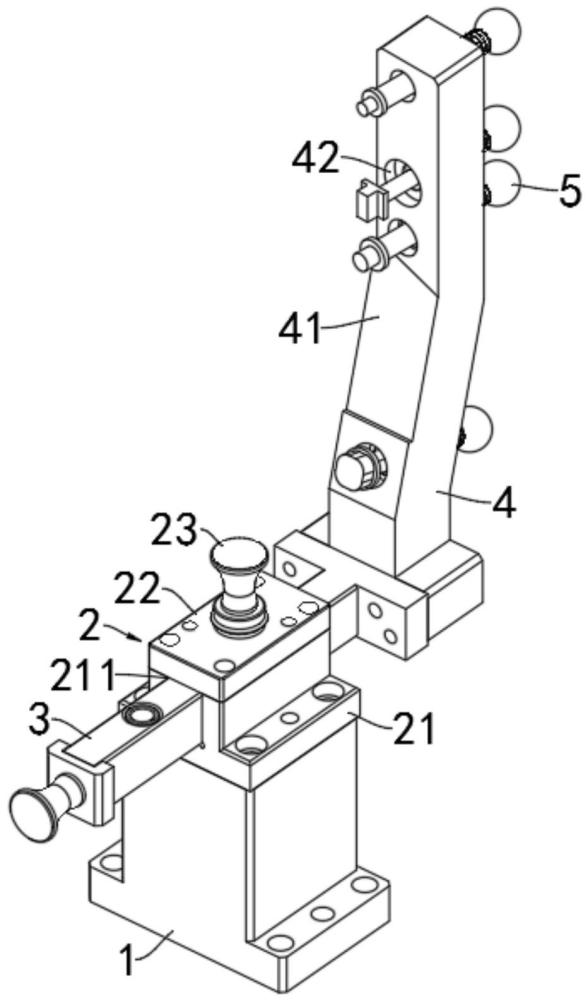
2、为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种定距式孔位检测装置,具有底座,所述底座上固定设置有定位座,定位座内前后纵向滑动配合有滑块,该滑块能够相对于所述定位座前后纵向滑动移动;所述滑块的后端固定连接有仿形架,所述仿形架竖向向上,其与滑块之间构成反向的“∟”形结构;所述仿形架上对应滑块的正面具有与被检测产品轮廓相符的仿形面,仿形架背面设置有贯穿其正面的检测销。
3、作为优选,所述定位座由滑座和盖板组成;所述滑座通过螺栓固定连接在底座的顶部,滑座顶部中心设置有贯穿其前后两端的滑槽,所述滑块设置在所述滑槽内且与所述滑槽前后滑动配合;所述盖板通过螺栓固定连接在滑座的顶部,用于封住滑槽,对设置在滑槽内的滑块起到竖向的限位作用;所述盖板的中心设置有定位销,该定位销能够与滑块顶部设置的定位孔上下插接配合,用于限定滑块在定位座上的前后位置。
4、作为优选,所述滑块顶部的定位孔具有两个,其沿滑块的长度方向前后并列设置;所述定位销能够与其中任意一个定位孔插接配合。
5、作为优选,所述定位销由销杆和销帽组成,所述销帽设置在销杆的顶部,其之间通过螺纹连接;所述盖板的顶部中心设置有上下连通的限位插孔,所述销杆竖向插接配合在所述限位插孔内;所述定位孔内嵌设有与其相互配合的导套,所述销杆与所述导套能够上下插接配合。
6、作为优选,所述滑块的前端中心设置有推拉把手。
7、作为优选,所述仿形架的背面设置有贯穿其正面的导向插接孔,所述检测销插接配合在所述导向插接孔内。
8、作为优选,所述检测销包括连杆,所述连杆端面呈“d”字形结构,其一侧设置有限位平面,所述连杆外部套置有衔接套,衔接套的端部中心设置有前后连通的衔接孔,所述衔接孔与所述连杆套接配合,其端面为与连杆端面形状相吻合的“d”字形结构,连杆能够在所述衔接孔内前后滑动移动;所述衔接套能够插接固定在所述导向插接孔内;所述连杆的前端设置有与被检测产品上孔形相吻合的仿形检测头,后端设置有球状手柄,所述仿形检测头和手柄分别位于仿形架的正面和背面外侧,所述手柄与所述连杆之间螺纹配合,连杆外部介于手柄与衔接套之间的部位套置有复位弹簧。
9、作为优选,所述衔接套的外侧设置有一条连通其前后两端的键槽,所述导向插接孔的内壁面设置有一条与仿形架背面相连通的辅助键槽,所述键槽能够与辅助键槽拼成端面呈圆形结构的圆形键孔,拼合而成的圆形键孔内插接有与其端部径向尺寸相互吻合的止位键。
10、作为优选,所述仿形架正面对应导向插接孔前端的部位设置有内凹的沉孔,所述沉孔与对应的仿形检测头轮廓相吻合,仿形检测头能够退缩在所述沉孔内。
11、与现有技术相比,本实用新型的有益之处是:这种定距式孔位检测装置使用灵活,可以按照被检测产品的轮廓及孔位结构制定对应的仿形架并配置对应的检测销,组合安装在检测平台上后实现对被检测产品的批量化快速检测,无需人工手持操作,通过仿形架以及检测销的定距移动,方便被检测产品的上下料和快速检测,操作方便,保证了被检测产品需检测部位不会被遗漏的现象,提高了检测效率和检测效果。
技术特征:
1.一种定距式孔位检测装置,其特征在于:具有底座(1),所述底座(1)上固定设置有定位座(2),定位座(2)内前后纵向滑动配合有滑块(3),该滑块(3)能够相对于所述定位座(2)前后纵向滑动移动;所述滑块(3)的后端固定连接有仿形架(4),所述仿形架(4)竖向向上,其与滑块(3)之间构成反向的“∟”形结构;所述仿形架(4)上对应滑块(3)的正面具有与被检测产品轮廓相符的仿形面(41),仿形架(4)背面设置有贯穿其正面的检测销(5)。
2.根据权利要求1所述的一种定距式孔位检测装置,其特征在于:所述定位座(2)由滑座(21)和盖板(22)组成;所述滑座(21)通过螺栓固定连接在底座(1)的顶部,滑座(21)顶部中心设置有贯穿其前后两端的滑槽(211),所述滑块(3)设置在所述滑槽(211)内且与所述滑槽(211)前后滑动配合;所述盖板(22)通过螺栓固定连接在滑座(21)的顶部,用于封住滑槽(211),对设置在滑槽(211)内的滑块(3)起到竖向的限位作用;所述盖板(22)的中心设置有定位销(23),该定位销(23)能够与滑块(3)顶部设置的定位孔(31)上下插接配合,用于限定滑块(3)在定位座(2)上的前后位置。
3.根据权利要求2所述的一种定距式孔位检测装置,其特征在于:所述滑块(3)顶部的定位孔(31)具有两个,其沿滑块(3)的长度方向前后并列设置;所述定位销(23)能够与其中任意一个定位孔(31)插接配合。
4.根据权利要求2所述的一种定距式孔位检测装置,其特征在于:所述定位销(23)由销杆(231)和销帽(232)组成,所述销帽(232)设置在销杆(231)的顶部,其之间通过螺纹连接;所述盖板(22)的顶部中心设置有上下连通的限位插孔(221),所述销杆(231)竖向插接配合在所述限位插孔(221)内;所述定位孔(31)内嵌设有与其相互配合的导套(311),所述销杆(231)与所述导套(311)能够上下插接配合。
5.根据权利要求2所述的一种定距式孔位检测装置,其特征在于:所述滑块(3)的前端中心设置有推拉把手(32)。
6.根据权利要求1所述的一种定距式孔位检测装置,其特征在于:所述仿形架(4)的背面设置有贯穿其正面的导向插接孔(411),所述检测销(5)插接配合在所述导向插接孔(411)内。
7.根据权利要求6所述的一种定距式孔位检测装置,其特征在于:所述检测销(5)包括连杆(51),所述连杆(51)端面呈“d”字形结构,其一侧设置有限位平面(511),所述连杆(51)外部套置有衔接套(52),衔接套(52)的端部中心设置有前后连通的衔接孔(523),所述衔接孔(523)与所述连杆(51)套接配合,其端面为与连杆(51)端面形状相吻合的“d”字形结构,连杆(51)能够在所述衔接孔(523)内前后滑动移动;所述衔接套(52)能够插接固定在所述导向插接孔(411)内;所述连杆(51)的前端设置有与被检测产品上孔形相吻合的仿形检测头(54),后端设置有球状手柄(55),所述仿形检测头(54)和手柄(55)分别位于仿形架(4)的正面和背面外侧,所述手柄(55)与所述连杆(51)之间螺纹配合,连杆(51)外部介于手柄(55)与衔接套(52)之间的部位套置有复位弹簧(53)。
8.根据权利要求7所述的一种定距式孔位检测装置,其特征在于:所述衔接套(52)的外侧设置有一条连通其前后两端的键槽(521),所述导向插接孔(411)的内壁面设置有一条与仿形架(4)背面相连通的辅助键槽,所述键槽(521)能够与辅助键槽拼成端面呈圆形结构的圆形键孔,拼合而成的圆形键孔内插接有与其端部径向尺寸相互吻合的止位键(522)。
9.根据权利要求7所述的一种定距式孔位检测装置,其特征在于:所述仿形架(4)正面对应导向插接孔(411)前端的部位设置有内凹的沉孔(42),所述沉孔(42)与对应的仿形检测头(54)轮廓相吻合,仿形检测头(54)能够退缩在所述沉孔(42)内。
技术总结
本技术涉及一种定距式孔位检测装置,具有底座,所述底座上固定设置有定位座,定位座内前后纵向滑动配合有滑块,该滑块能够相对于所述定位座前后纵向滑动移动;所述滑块的后端固定连接有仿形架,所述仿形架竖向向上,其与滑块之间构成反向的“∟”形结构;所述仿形架上对应滑块的正面具有与被检测产品轮廓相符的仿形面,仿形架背面设置有贯穿其正面的检测销。这种定距式孔位检测装置使用灵活,可以按照被检测产品的轮廓及孔位结构制定对应的仿形架并配置对应的检测销实现对被检测产品的批量化快速检测,方便被检测产品的上下料和快速检测,操作方便,保证了被检测产品需检测部位不会被遗漏的现象,提高了检测效率和检测效果。
技术研发人员:邱智勇,王文武,邱小唐
受保护的技术使用者:常熟艾雷尔汽车科技有限公司
技术研发日:20230927
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!