一种气门座圈磨损量的测量方法和测量装置与流程
本发明涉及机械检测,尤其涉及一种气门座圈磨损量的测量方法和测量装置。
背景技术:
1、气门和座圈接触副是发动机中最重要的接触副之一,同时也是最容易发生磨损的一对接触副。目前主要通过测量气门和座圈的磨损量来衡量气门和座圈的耐磨性能。
2、目前,对于发动机气门和座圈磨损量的测量还没有统一的行业标准。大多数所采用的测量方式都是计算磨损前后的气门和座圈质量差值,以此获得气门和座圈的磨损量。
3、但这种测量方法较为粗糙,所测量的磨损量往往有很大的误差,不能很好地反映出气门和座圈的耐磨性能。
技术实现思路
1、有鉴于此,本发明实施例提供一种气门座圈磨损量的测量方法和测量装置,以解决现有测量的磨损量误差大的问题。
2、为解决上述问题,本发明实施例提供如下技术方案:
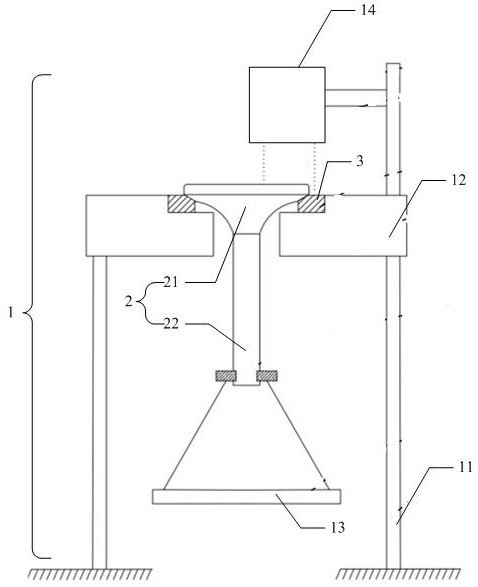
3、本发明实施例第一方面公开了一种气门座圈磨损量的测量装置,所述测量装置包括:测量平台和三维轮廓仪;
4、所述测量平台包括:支撑架,水平设置于所述支撑架上的座圈夹具,与气门相配的座圈安装于所述座圈夹具内,所述气门包括相互连接的气门盘和气门杆;
5、所述座圈夹具夹持所述气门盘,所述气门杆远离所述气门盘的一端垂直向下延伸且连接盘,所述盘用于承载标准物体,使所述气门盘和所述座圈通过所述标准物体紧密接触;
6、所述支撑架顶部设置激光测距组件,所述激光测距组件发射的激光能够分别垂直射向所述气门盘和所述座圈;
7、所述三维轮廓仪设置为测量所述气门和所述座圈在所述测量平台经过磨损后的磨损量。
8、可选的,所述盘包括砝码盘,所述标准物体包括砝码。
9、可选的,还包括:所述激光测距组件包括:第一激光源和第二激光源;
10、所述第一激光源设置于所述气门盘的正上方,所述第一激光源发射的激光垂直射向所述气门盘;
11、所述第二激光源设置于所述座圈夹具一侧内的座圈的正上方,所述第二激光源发射的激光垂直射向所述座圈。
12、可选的,还包括:第三激光源;
13、所述第三激光源设置于所述座圈夹具另一侧内的座圈的正上方,所述第三激光源发射的激光垂直射向所述座圈。
14、本发明实施例第二方面公开了一种气门座圈磨损量的测量方法,适用于本发明实施例第一方面公开的气门座圈磨损量的测量装置,所述测量方法包括:
15、获取磨损前的座圈的座圈参数和磨损前的气门的气门参数;
16、利用激光测距组件任意组合测量磨损前后的气门的气门盘到座圈的距离差,以及气门锥面的磨损宽度和座圈锥面的磨损宽度;
17、基于几何关系,利用所述距离差、所述气门锥面的磨损宽度、所述座圈锥面的磨损宽度、所述座圈参数和所述气门参数进行计算,得到气门和座圈的第一部分磨损量;
18、利用三维轮廓仪测量磨损后的气门和座圈的磨损量作为第二部分磨损量;
19、将所述第一部分磨损量和所述第二部分磨损量的和值作为气门座圈的总磨损量。
20、可选的,所述获取磨损前的座圈的座圈参数和磨损前的气门的气门参数,包括:
21、获取磨损前的座圈的锥面长度、锥角、座圈内圈半径和座圈材料密度;
22、获取磨损前的气门的气门材料密度。
23、可选的,所述利用激光测距组件任意组合测量磨损前后的气门的气门盘到座圈的距离差,以及气门锥面的磨损宽度和座圈锥面的磨损宽度,包括:
24、利用激光测距组件测量磨损前的气门的气门盘到磨损前的座圈的第一距离差;
25、利用激光测距组件测量磨损后的气门的气门盘到磨损后的座圈的第二距离差,以及气门锥面的磨损宽度和座圈锥面的磨损宽度;
26、利用激光测距组件测量所述磨损后的气门的气门盘到所述磨损前的座圈的第三距离差。
27、可选的,所述基于几何关系,利用所述距离差、所述气门锥面的磨损宽度、所述座圈锥面的磨损宽度、所述座圈参数和所述气门参数进行计算,得到气门和座圈的第一部分磨损量,包括:
28、基于几何关系,利用所述第一距离差、所述第二距离差、第三距离差和所述座圈锥面的磨损宽度、所述磨损前的座圈的锥面长度、锥角、座圈内圈半径进行计算,得到座圈磨损体积;
29、利用所述座圈磨损体积和所述座圈材料密度得到座圈磨损质量;
30、基于几何关系,利用所述磨损前的座圈的锥面长度、锥角、座圈内圈半径和所述气门锥面的磨损宽度进行计算,得到气门磨损体积;
31、利用所述气门磨损体积和所述气门材料密度得到气门磨损质量;
32、将所述座圈磨损质量和所述气门磨损质量的和值作为气门和座圈的第一部分磨损量。
33、可选的,所述利用三维轮廓仪测量磨损后的气门和座圈的磨损量作为第二部分磨损量,包括:
34、利用三维轮廓仪测量磨损后的气门的三维轮廓信息,以及磨损后的座圈的三维轮廓信息;
35、基于所述气门的三维轮廓信息计算对应的气门体积,以及基于所述座圈的三维轮廓信息计算对应的座圈体积,其中,三维轮廓信息中凸出部分的体积为负,凹陷部分的体积为正;
36、利用所述气门体积和所述气门材料密度得到气门质量;
37、利用所述座圈体积和所述座圈材料密度得到座圈质量;
38、将所述座圈质量和所述气门质量的和值作为气门和座圈的第二部分磨损量。
39、基于上述本发明实施例提供的一种气门座圈磨损量的测量方法和测量装置,测量装置包括:测量平台和三维轮廓仪;设置测量平台测量任意组合磨损前后的气门和座圈磨损量;设置三维轮廓仪测量气门和座圈在测量平台经过磨损后的磨损量,最终得到气门座圈的总磨损量。在本发明实施例中,利用测量平台采用贴合磨损过程的方式将气门和座圈磨损量分开两部分,在气门和座圈互呈90度位置组合下进行测量,再经过三维轮廓仪测量,最终得到总的磨损量,实现简单测量,且测量误差小,准确衡量气门座圈的耐磨性能的目的。
技术特征:
1.一种气门座圈磨损量的测量装置,其特征在于,所述测量装置包括:测量平台(1)和三维轮廓仪;
2.根据权利要求1所述的测量装置,其特征在于,所述盘(13)包括砝码盘,所述标准物体包括砝码。
3.根据权利要求1所述的测量装置,其特征在于,还包括:所述激光测距组件(14)包括:第一激光源(141)和第二激光源(142);
4.根据权利要求3所述的测量装置,其特征在于,还包括:第三激光源;
5.一种气门座圈磨损量的测量方法,其特征在于,适用于权利要求1至4中任一项所述的气门座圈磨损量的测量装置,所述测量方法包括:
6.根据权利要求5所述的测量方法,其特征在于,所述获取磨损前的座圈的座圈参数和磨损前的气门的气门参数,包括:
7.根据权利要求6所述的测量方法,其特征在于,所述利用激光测距组件任意组合测量磨损前后的气门的气门盘到座圈的距离差,以及气门锥面的磨损宽度和座圈锥面的磨损宽度,包括:
8.根据权利要求7所述的测量方法,其特征在于,所述基于几何关系,利用所述距离差、所述气门锥面的磨损宽度、所述座圈锥面的磨损宽度、所述座圈参数和所述气门参数进行计算,得到气门和座圈的第一部分磨损量,包括:
9.根据权利要求5至8中任一项所述的测量方法,其特征在于,所述利用三维轮廓仪测量磨损后的气门和座圈的磨损量作为第二部分磨损量,包括:
技术总结
本发明提供了一种气门座圈磨损量的测量方法和测量装置,测量装置包括:测量平台和三维轮廓仪;测量平台测量任意组合磨损前后的气门和座圈的磨损量;三维轮廓仪测量气门和座圈在测量平台经过磨损后的磨损量,最终得到气门座圈的总磨损量。利用测量平台采用贴合磨损过程的方式将气门和座圈磨损量分开两部分,在气门和座圈互呈90度位置组合下进行测量,再经过三维轮廓仪测量,最终得到总的磨损量,实现简单测量且测量误差小,准确衡量气门座圈的耐磨性能的目的。
技术研发人员:罗长增,李志杰,刘安琳,曾笑笑,李旭聪,屈盛官,李建华,李东澳
受保护的技术使用者:潍柴动力股份有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!