一种全尺寸量检测设备及全尺寸量检测方法与流程
本发明属于量检测领域,具体涉及一种全尺寸量检测设备及全尺寸量检测方法。
背景技术:
1、随着技术的发展,对3c产品(计算机类、通信类和消费类电子产品)的制造精度要求越来越高,不仅体现在常规的测量,还对缺陷检测、厚度测量、平面度测量等方面,如图1的电池,需要对侧边、厚度、双面等多方面快速高精度检测,传统的检测设备已无法满足大批量、高精度、高效率的量检测需求,因此需要研发一种全尺寸量检测系统。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种全尺寸量检测设备及全尺寸量检测方法,其能解决上述问题。
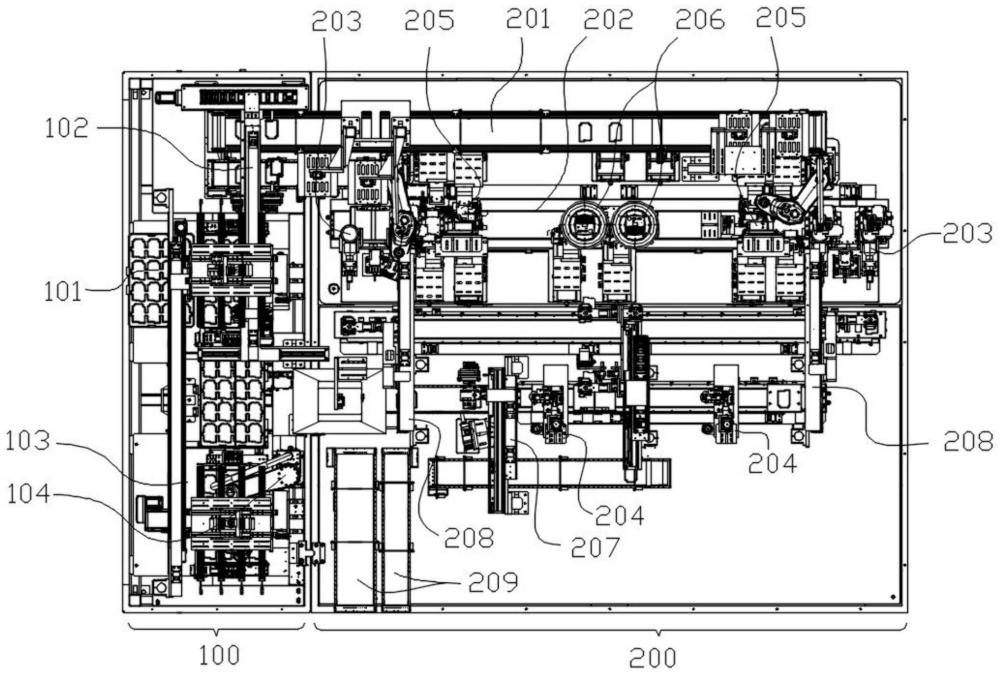
2、一种全尺寸量检测设备,包括临近设置的上下料站和量检测站;所述上下料站用于向量检测站供料并按类接收量检测好的产品;其中,所述上下料站包括上料仓模组、上料模组、下料仓模组和下料机械手模组,所述下料仓模组处设有ok料盘和ng料盘;其中,所述量检测站包括上料皮带线模组、移载治具侧边激光测量模组、底部相机组件、ppg测量模组、上面激光测量模组、omm测量模组、底部激光测量模组、中转搬运模组和下料皮带线模组;所述移载治具侧边激光测量模组对称的设置多组激光侧边单元,所述上料皮带线模组的上游端邻近所述上下料站的上料模组处设置,所述上料皮带线模组的下游端邻近移载治具侧边激光测量模组远离上下料站的一端设置,由此实现对移载治具侧边激光测量模组两端供料;所述下料皮带线模组邻近所述上下料站的下料仓模组处设置。
3、进一步的,所述底部相机组件、上面激光测量模组、omm测量模组均包含两组,且两组对称的布置在移载治具侧边激光测量模组处。
4、进一步的,所述上下料站还包括空托盘缓存模组和空托盘搬运模组,所述空托盘缓存模组和空托盘搬运模组设置在上料仓模组和下料仓模组之间。
5、进一步的,所述量检测站还包括与移载治具侧边激光测量模组依次平行布置的中转治具模组和ppg治具模组;两个所述中转搬运模组对应的跨设在中转治具模组的两端;两个ppg测量模组、底部激光测量模组和一个等距搬运模组跨设在所述ppg治具模组上。
6、进一步的,所述下料皮带线模组包括一根从中转治具模组一端平行邻接设置的激光测量下料皮带线、一根与中转治具模组和激光测量下料皮带线等间距平行的等距搬运下料皮带组件、垂直于激光测量下料皮带线并设置在等距搬运下料皮带组件一端的na下料皮带线和ng下料皮带线。
7、进一步的,全尺寸量检测设备还包括视觉辅助模块,所述视觉辅助模块包括上下料站的上下料相机模组以及量检测站的定位相机模组、左上料机械手定位相机模组和右上料机械手定位相机模组,实现视觉辅助定位。
8、进一步的,全尺寸量检测设备还包括在上下料站处设置的上料翻转模组和在量检测站设置的下料翻转模组,以此实现产品的翻转。
9、进一步的,所述上料皮带线模组还包括一个短皮带线,用于将待测产品运往临近移载治具侧边激光测量模组的一端。
10、本申请还提供了一种基于前述全尺寸量检测设备的全尺寸量检测方法,方法包括以下步骤。上料,待测产品从移载治具侧边激光测量模组的两端在视觉辅助定位的情况下同时上料;全尺寸量检测,通过检测设备对产品进行底面测量、侧边检测和顶面测量;测厚,通过ppg测量模组对产品进行厚度测量;分选下料,通过图像处理判定量检测后的产品质量,若为ok品,则转运至ok料盘,若为ng品,则转运至ng料盘,完成下料。
11、相比现有技术,本发明的有益效果在于:本申请的检测设备集成了包括侧边、厚度、双面量检测,且一线双料同步进行,提高了集成度和效率,便于在3c等高精度大批量产品零部件的应用。
技术特征:
1.一种全尺寸量检测设备,其特征在于:全尺寸量检测设备包括临近设置的上下料站(100)和量检测站(200);所述上下料站(100)用于向量检测站(200)供料并按类接收量检测好的产品;
2.根据权利要求1所述的全尺寸量检测设备,其特征在于:所述底部相机组件(203)、上面激光测量模组(205)、omm测量模组(206)均包含两组,且两组对称的布置在移载治具侧边激光测量模组(202)处。
3.根据权利要求1所述的全尺寸量检测设备,其特征在于:所述上下料站(100)还包括空托盘缓存模组(105)和空托盘搬运模组(106),所述空托盘缓存模组(105)和空托盘搬运模组(106)设置在上料仓模组(101)和下料仓模组(103)之间。
4.根据权利要求1所述的全尺寸量检测设备,其特征在于:所述量检测站(200)还包括与移载治具侧边激光测量模组(202)依次平行布置的中转治具模组(210)和ppg治具模组(216);两个所述中转搬运模组(208)对应的跨设在中转治具模组(210)的两端;两个ppg测量模组(204)、底部激光测量模组(207)和一个等距搬运模组(211)跨设在所述ppg治具模组(216)上。
5.根据权利要求4所述的全尺寸量检测设备,其特征在于:所述下料皮带线模组(209)包括一根从中转治具模组(210)一端平行邻接设置的激光测量下料皮带线(2091)、一根与中转治具模组(210)和激光测量下料皮带线(2091)等间距平行的等距搬运下料皮带组件(2092)、垂直于激光测量下料皮带线(2091)并设置在等距搬运下料皮带组件(2092)一端的na下料皮带线(2093)和ng下料皮带线(2094)。
6.根据权利要求1所述的全尺寸量检测设备,其特征在于:全尺寸量检测设备还包括视觉辅助模块,所述视觉辅助模块包括上下料站(100)的上下料相机模组(107)以及量检测站(200)的定位相机模组(213)、左上料机械手定位相机模组(214)和右上料机械手定位相机模组(215),实现视觉辅助定位。
7.根据权利要求1所述的全尺寸量检测设备,其特征在于:全尺寸量检测设备还包括在上下料站(100)处设置的上料翻转模组(108)和在量检测站(200)设置的下料翻转模组(212),以此实现产品的翻转。
8.根据权利要求1所述的全尺寸量检测设备,其特征在于:所述上料皮带线模组(201)还包括一个短皮带线,用于将待测产品运往临近移载治具侧边激光测量模组(202)的一端。
9.一种基于权利要求1-8任一项所述全尺寸量检测设备的全尺寸量检测方法,其特征在于,方法包括:
技术总结
本发明提供了一种全尺寸量检测设备及全尺寸量检测方法,属于量检测领域,全尺寸量检测设备包括临近设置的上下料站和量检测站;上下料站用于向量检测站供料并按类接收量检测好的产品;量检测站包括上料皮带线模组、移载治具侧边激光测量模组、底部相机组件、PPG测量模组、上面激光测量模组、OMM测量模组、底部激光测量模组、中转搬运模组和下料皮带线模组;上料皮带线模组对移载治具侧边激光测量模组两端供料;全尺寸量检测方法方法包括上料,全尺寸量检测,测厚和分选下料;本申请的检测设备集成了包括侧边、厚度、双面量检测,且一线双料同步进行,提高了集成度和效率,便于在3C等高精度大批量产品零部件的应用。
技术研发人员:施奇君,王俊耀,谢宇寒,孙荣光,陈瑶,纪亚楠,张俊,周明
受保护的技术使用者:苏州天准科技股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!